

一种篦冷机压火梁耐火材料的选型及思考
发布日期: 2019-06-06 08:30:56 阅读量(337) 作者:刘梓明某5000t/d水泥生产线窑头罩处采用小窑头罩设计方案,即三次风管入口与窑头罩分离,三次风取风口位于篦冷机处,窑头罩与三次风取风口有一段宽约1m的压火梁。设计院提供的耐火材料设计方案为250mm厚高铝质浇注料,其中含120mm硅酸钙板。项目投产后,篦冷机压火梁浇注料冲刷磨损严重,使用寿命始终不能达到预期的18个月。本文就该处耐火材料的选型和使用情况进行分析,总结有效解决该问题的措施。
1、存在的问题
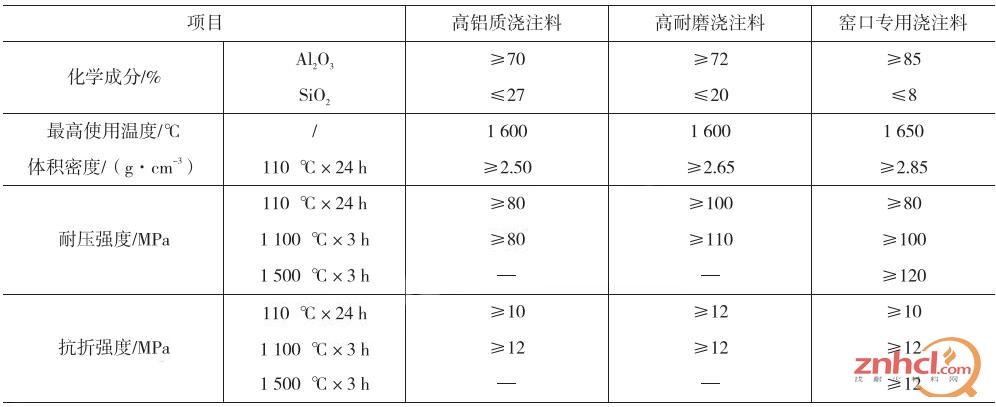
新线投产约6个月后,篦冷机压火梁浇注料冲刷磨损严重,对浇注料进行更换。水泥企业耐火材料负责人员结合磨损冲刷状况,对该部位改用篦冷机矮墙使用的耐磨浇注料,同时把硅酸钙板取消。更换耐火材料后3个月左右该部位冲刷磨损仍然严重,需更换浇注料,此次更换采用窑口专用浇注料,但使用寿命仍然只有2~3个月。至此该部位耐火材料的使用寿命成为工艺操作和生产管理的一大困扰,同时该部位经常出现烘烤时浇注料炸裂的现象。其使用的几种浇注料的性能指标见表1。
表1 篦冷机压火梁使用的几种浇注料的性能指标
2、原因分析
从性能指标上可以看出,当水泥企业面对浇注料使用效果不理想时,首先考虑的是采用更高强度、“更贵更好”的耐火材料替代。实践证明,不一定能达到预期的使用效果。
水泥企业组织耐火材料生产厂家、施工方针对篦冷机压火梁处耐火材料的使用问题进行讨论分析。最终形成统一意见:
(1)因窑型设计的特殊性,该位置耐火材料所受高温气流的冲刷更强;
(2)该部位属于篦冷机顶部,顶部与窑平台基础之间距离较小,只能在窑平台处进行浇注料的搅拌,搅拌好之后通过塑料管输送到施工部位,施工加水量较大,耐火材料的性能打较多折扣;
(3)该部位在水泥窑正常烘烤过程中温度低,投料时温度瞬间升高,此时易产生裂纹,高温气流沿着裂纹侵入浇注料内部,导致剥落。
3、整改与摸索
结合实际情况,采用刚玉碳化硅耐火浇注料浇注预制件,通过预施工保障施工质量和烘烤安全性;通过挂钩固定预制件,安装完成后,预制件与壳体间隙用浇注料填充。施工效果见图1。

图1 第一次整改方案施工效果
采用预制件后该处耐火材料的使用寿命明显提高,但使用6个月后,有少数预制件出现较大裂纹,甚至脱落的情况。虽然内部仍有浇注料,但不确定不可控的脱落仍是一大隐患。通过分析现场情况,认为导致预制件裂纹的原因有:
(1)预制之后其致密度更高,气孔率降低,其热震稳定性变差;
(2)气孔率降低后材料在高温膨胀过程中气孔缓冲作用减弱,预制块之间相互挤压导致裂纹。
于是对预制件的配方进行调整,适当增加气孔率,用部分莫来石替代刚玉,同时引入弱相缓冲,提高热震稳定性和热震强度并能较长时间保持。调整前后的理化指标见表2。
表2篦冷机压火梁浇注料调整前后的理化指标

同时安装时每块预制件之间均用硅酸铝纤维棉预留10mm膨胀间隙,如图2。

图2用硅酸铝纤维棉预留10mm膨胀间隙
4、结束语
通过一步步改善,最终达到稳定使用18个月以上的目标。该部位耐火材料的选择及改变的经过是一个典型的耐火材料选型案例,设计单位在进行材料设计时可能会忽略个别部位工况的情况,导致设计方案存在瑕疵;水泥企业在使用过程中出现问题后,往往会觉得材料不够好,改用强度越来越高、指标越来越好的材料,而忽视施工上的缺陷;而耐火厂家改用预制件后,也往往忽视预制过程与现场施工的区别,材料能满足现场施工的热震稳定性要求,预制后可能就有所改变,预制件只是不定型材料的定型化,与耐火砖仍有区别,使用时仍要注意其膨胀预留与耐火砖和浇注料的不同。
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











