

篦冷机耐火浇注料烧损过快的原因分析
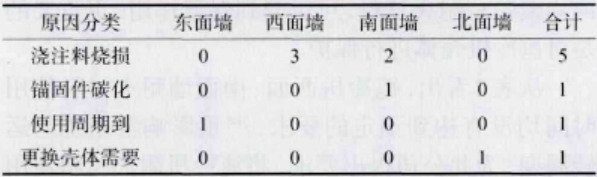
发布日期: 2019-05-30 15:27:12 阅读量(375) 作者:对于能否达到延长篦冷机耐火材料使用周期的目标要求,进行了现状调査。表1为2008年〜2012年间对应墙面耐火材料的更换次数统计。
从表1看出,浇注料烧损过快为篦冷机耐火材料使用时间过短的主要症结,结合现状调査的结论与现场分析发现,同一工作环境下篦冷机东面、北面墙耐火材料可以达到使用要求,面西面、南面墙体耐火材料使用时间较短。最终分析得出浇注料烧损过快的原因可能是:
表1篦冷机耐火材料更换原因统计
2)篦冷机工况恶劣:篦冷机系统温度过高导致浇注料温烧损或者篦冷机系统冒正压浇注料磨损过快。
3)锚固件碳化速度快:锚固件未涂刷保护层或者材质不符合要求。
4)浇注料施工方法不合理:施工模板面积过大。
5)锚固件密度过稀。
对现场的全面勘察、测量以及中控参数、数据的统计和分析,最终确定影响浇注料使用周期主要是篦冷机系统“冒正压”及浇注料施工模板面积过大造成。
通过分析发现,南面墙在熟料料层的正上方与篦冷机顶盖相连,从篦冷机内气流走向来看,当篦冷机冒正压时,南面墙因在熟料料层的正上方,受冲刷是最直接的。面西面墙最靠近落料点,受冲刷时气流的温度会高于其他墙面;正常工作状态下,受气流冲刷最直接的南面墙和温度最高的西面墙锚固件碳化速度也会略快一些,但这不是浇注料烧损速度快的主要原因。由于西、南面墙面积比较平整,浇注料施工时为了缩短施工时间,往往会将墙面整体制模,一次浇注,这样容易使得模板底层和边角的浇注料无法接触到振动棒,导致浇注料成形后出现孔隙率高、离析现象严重等问题,大大地影响浇注料的使用寿命。同时由于模板过大,为保证浇注料的流动性,往往会加大结合剂的掺入量,掺入量过大会导致物料容易出观离析现象,也会出现因凝结时间长、养护时间不足面导致的强度下降,甚至不凝的情况。因此,以上原因使西面、南面墙浇注料烧损过快,最终增加了篦冷机耐火材料的更换次数。
加耐火材料行业(耐火材料、耐火原材料、钢铁、玻璃、水泥、矿热炉等行业)微信交流群请加小编微信15003876613(找耐火材料网-采购),请注明“公司+工作”。
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











