

焦炉炉顶区耐火砖砌体的施工工序
发布日期: 2020-12-28 09:18:27 阅读量(439) 作者:炉顶区砌体系指自炭化室顶盖砖起至顶面砖层为止的一段砌体,其中还包括立火道的竣工清扫工作。如以ΠBP~51式及双联下喷式58型为例,这段砌体又可分为下述几个不同工序:(1)炭化室盖顶砌砖;(2)看火孔砌砖;(3)装煤孔及上升管砌砖;(4)填砌废砖及断热砖;(5)表面砖层砌筑;(6)立火道清扫等。这些工序的砌体各有不同结构,其砌筑方法亦有所不同,因在砌筑炉顶时,往往每天更换一个工序,在砌筑工人技术不够熟练时,最易造成混乱,为了提高工程质量,加速炉顶部位的砌筑进度,可以采取流水作业的快速施工方法,即各个小队在砌筑炉顶的过程中,可以各担任2~3个工序的砌筑,这种施工方法较适于砌筑工人不熟练的情况。
一、炉顶砌砖的施工组织
采取工序流水作业的快速施工方法时,可自炉顶顶盖砖层砌筑时开始,全炉诸墙分作三个不同进度的施工段,各段中的进度可相差1~2天。在砌筑第一段炉顶时,以第一段和第三段的工人分两班,采取四小时上砖、八小时砌砖和边上砖、边砌砖的局部快速施工方法;在第一段炉顶上采取局部快速施工方法输班砌筑。此时应使各段工人按照砌筑进度的需要,负担和熟练2~3个固定工序。比如第一段工人负责砌筑顶盖砖层、装煤孔、上升管及参加立火道吹风清扫工作;第二段工人负责看火孔墙、废砖、断热砖的砌筑,并最先进入蓄热室铺砌格子砖;第三段工人则负责顶面砖层、立火道清扫及铺砌格子砖等。
如果这种施工方法组织得很好,各段工人都有着明确的任务,砌筑技术熟练程度提高很快,立火道清扫工作可以提前进行,因而可以加速砌筑进度和提高劳动生产率。显然、这种施工方法的组织工作是比较细致复杂的。首先是要保持全炉的炉墙在砌筑立火道顶部时,在进度上基本分为三个不同进度的段落,各段内不能有进度相差悬殊的小组,否则就必须在立火道顶部砌砖时进行调整。其次是在炉顶砌砖时随时按照各工序的进度情况灵活地加以组织,使各工作班的工作进度基本按照指示图表进行。各工序的工作内容亦应加以明确规定,如砌筑看火孔墙的小队应负责炭化室盖顶砖上的清扫,使工序间不致互相影响而打乱整个流水作业的组织。
如不组织上述工序流水作业,此时可按立火道砌砖时各组的工作地段,砌筑该地段的炉顶部分。但上升管和上升管外侧正面炉头砌体,因结构较为复杂,砖缝要求严密,各墙间的标高和正面线要求较高,最好仍以1~2个小组专业砌筑,以确保这部分砌体的质量。
二、炉顶区各部的砌砖
炭化室顶盖砖的作用与一般拱顶相似,在高温操作条件下承受较大的压力,要求砌体具有较高的高温机械强度,因此在顶盖砖上不应有沿炭化室纵向的裂纹,以免在高温荷重的情况下裂纹逐渐扩大后造成拱顶拆断。顶盖砖的砖缝为上宽下窄的拱形砖缝,其上部宽为6~10毫米,下部为2~4毫米,以使砖缝内灰浆不致脱落,加强砌体的坚固性。
在砌筑顶盖砖前,应将各装煤孔、上升管孔的位置划在各立火道顶部砖层上,经过检查后始能砌筑。
砌筑顶盖砖层时,应在膨胀缝的两侧上同时悬挂准线,以保持两侧平整光滑。在双联下喷式58型焦炉中顶盖砖为粘土砖构成,膨胀缝较小,在砌筑时应同时在膨胀缝内放入浪型纸。但在硅砖炉顶中膨胀缝为10毫米,其砌筑方法与质量要求,跟斜道部位相似。顶盖砖的滑动缝则由于炭化室具有斜度因而宽度不一。为保持滑动缝质量,最好在炭化室全长中将滑动缝纸分为3~4种不同宽度,在施工前加工完毕。其放置方法与斜道相似。顶盖砖层在上砖时,应按照砌砖位置将工作面向上放置,以便砌筑前检查工作面上是否有裂纹及进行排演、检查砖缝和膨胀缝。立火道顶部砖层的沟槽应在砌筑顶盖砖的前~工作班中以干稠的低温硅火泥泥浆抹平,使在砌筑顶盖砖时已经干固,便于放置滑动缝纸。
在砌筑顶盖砖层的看火孔砖及横跨烘炉道的第一层看火孔砖时,最好以横标杆来校正看火孔砌体的中心位置。这在过顶式焦炉中极为重要。
砌筑顶盖砖层上的烘炉道时,应使内壁平整光滑,烘炉道的断面宽度和高度公差应按放置在烘炉道内的调节砖来适当决定,以足能保持调节砖在烘炉道中能够翻动自如为目的。因此可视调节砖与烘炉道四周间隙来规定具体公差数字。
在砌筑烘炉道时,应在工作面两面悬挂准线,保持内壁断而尺寸和平直。砌完后应在烘炉道内彻底清扫干净,撒上10~15毫米厚的锯末后按设计位置放上调节砖,并在调节砖上撒以锯末,然后再砌筑上部看火孔砖。
在砌筑烘炉道上第一层看火孔砖时,应随时将垂直砖缝中挤出的灰浆清扫干净,以免悬挂在烘炉道上壁干固后影响烘炉道断面尺寸和调节砖的翻动。
看火孔墙的主要技术条件为保持墙的两侧膨胀缝面平整光滑、砖缝严密、标高大体一致和孔道的内壁平整。在砌筑时,一种方法是先将两侧炉头部分的看火孔先行砌起,并按此悬挂准线逐层砌筑;另一种方法是两侧炉头都砌完后,先悬挂准线砌筑烘炉道上第一层看火孔砖,然后将准线移至看火孔的最上一层,按第一层砖及最上的准线来砌筑中间各层看火孔砌体,一次将看火孔砌至顶部。这样的砌筑方法劳动效率较高,在一个墙口可由较多的筑炉工进行操作,便于组织快速施工时应用。
看火孔墙所使用的滑动缝纸,应在施工前加工完毕,最好在看火孔的全高上割成~张。砌筑时应将砖的宽度公差在没有滑动缝纸的砌砖缝内调整,而使滑动缝砌得平直和砖缝宽度一致。
看火孔内壁应在砌筑看火孔墙时,随即清扫干净。在铺放水平砖缝的灰浆时,应按砖缝的厚度适当铺放,避免过多的灰浆挤入看火孔中。内壁砖缝应逐层在砌砖时抅填饱满。外露砖缝可一天抅填一次。
为便于控制看火孔墙和顶盖砖层的中心线和标高,可在第二层直立标板上再按设两层专为炉顶使用的小标板,如图2-5-47所示。在小标板上刻划炭化室中心、燃烧室中心、膨胀缝、看火孔墙边线等。在砌筑时按此悬挂准线。
看火孔墙的表面砖层最好在砌筑看火孔墙时一次砌筑完毕,并将看火孔铁件同时砌好。如因上砖量太大不能同时供应,则在次~工作班上砖时,应首先将顶面看火孔砖运上炉顶按设计位置放置,并将铁件安放完毕后再上其他砖种。这样可以防护灰、砖类等物不致自顶部看火孔中掉入立火道而将斜道底部打坏。
砌筑顶面砖层时应使用耐磨灰浆,其配比如下:
硅酸盐水泥(400#以上)30%
粘土火泥60%
石英砂20%

图1 炉顶横标板安设图
1-炉体;2-第二层直立标板;3-炉顶横标板(20×70木板制成);4-固定直立标杆方木;5-在横标板上刻化的中心线
其中石英砂可用精选的河砂代替。水泥的含量亦可增至25~30%,同时相应地降低粘土火泥的含量。这样可以得到较高的机械强度。在砌筑时,应随时将水平砖缝中挤入看火孔中的灰浆清扫干净。看火孔铁件则以石棉绳浸沾以上述灰浆砌筑。四周砖缝须掏填饱满严实。
在砌筑装煤孔与上升管以前,必须按设计位置将装煤孔和上升管纵中心线投在各看火孔墙顶面及两侧墙面上。砌筑时则按此线找正各孔的中心及宽度。各孔的孔壁应以靠尺找平。砌体砖层的标高,则可按看火孔墙的砖层来找平,不必另行悬挂准线。其砖缝应随即抅填。为了保持装煤孔的砌体具有较好的耐磨强度,应将砌体的工作面的垂直砖缝尽量砌小,一般应在2~3毫米之内。
砌筑废砖填充部分时,应先将废砖四侧的粘土砖层按装煤孔与上升管的砖层悬挂准线先行砌筑。再将装煤车轨道下粘土砖砌好。
废砖部分可用红砖,废旧粘土砖、热稳定较好的建筑用砖或废旧耐火砖。硅砖及镁砖则因其膨胀波动过巨、不能使用。砌筑时不用悬挂准线,按两侧的粘土砖层找平即可。一般均以挤浆法砌筑。这样速度较快,灰浆饱满。在平砌不能找平时,可改为侧砌。砌筑废砖的火泥可使用砌筑炉体时清扫下来的火泥,但须经过筛选。
断热砖在砌筑时应保持顶面不超出设计标高,最好应较设计稍低3~5毫米,因顶面层的耐热混凝土预制砌块扭曲和单重较大,断热砖层面较低时易于砌筑平整。
近年来,顶面砖层都改为耐热混凝土预制砌块,砌筑时应保持表面平直。垂直砖缝应在砌筑时进行抅填精正。
上升管外侧的边沿正面砌砖,应在沿炉组纵向悬挂准线。其正面应砌筑平直并不得超过设计位置,以免造成投入生产时砌筑永久性小炉头的困难。其砖缝应饱满严密,以防止装煤后产生漏气。
三、过顶烟道的砌筑
当砌筑过顶式焦炉炉顶时,在砌完炭化室顶盖砖层后,应即对此层上的过顶烟道孔、装煤孔等进行检查。检查的方法为自炉体纵中心线上按设计尺寸将各孔道位置划在顶盖砖层上,检查砌体与设计位置的偏差。如相差不多(以不影响看火为主),则可在砌筑以后诸层砌体时再逐渐纠正。过顶烟道使用的膨胀缝浪型纸,应在砌砖前加工完毕。每砌一层时随时放入。砌筑封盖砖层时,应将过顶烟道内部清扫干净,撒以10~15毫米的锯末。过顶烟道的纵向长度因两端系废砖砌体,可视过顶砖的长皮度误差将过顶烟道放长或缩短,以保持合格的砖缝宽度,其宽度方向则应砌成负公差,以便于砌筑两过顶烟道间的装煤孔与看火孔砖。在一排过顶烟道上,可悬挂准线来控制砖层高度。亦可使用砖层标板。
过顶烟道内调节火焰用的闸板调节砖应达到全开(即闸板砖能够全部进入滑动砖槽内)。其中主要的是砌筑滑动砖槽的后壁时应仔细控制铺灰量,不使多余灰浆挤入槽内,并在封闭滑动槽前将槽内废物全部清扫干净。在砌筑废砖前应将过顶闸板砖加以试调节,以检查其是否能滑动自如。
在订制耐火砖时,应将闸板砖滑动槽的长度放大,使之较闸板砖约大20~30毫米左右,以确保闸板砖能以全开(在某些过顶式焦炉中将闸板砖与砖槽设计同长,这样就无法达到全开)。
四、炉顶耐火砖的加工
炭化室顶盖砖由于本身长度较大,可能产生的线尺寸误差也较大,在施工前应进行挑选分类。其分类方法为±1毫米内归一类,±2~±4毫米各归一类等每隔2毫米的公差长度分为一类。正负公差类的砖应在相邻炭化室顶上间隔使用,即一个炭化室顶用负公差,另一个用正公差,以使其互相调配。当正公差过多或公差分布范围较大时,则须进行加工。按照双联下喷式58型粘土质顶盖砖的施工经验,其加工数量是比较大的,因此在耐火砖制作时应根据该耐火厂制作粘土砖的一般情况,适当地缩短顶盖砖的长度,以避免大量的砖加工。
顶盖砖的横向尺寸应在预砌筑时进行检查和抽查,如公差过大时则可在一列砖砌体上减少一块,以保持灰缝宽度。如减少一块又过多时,一般都采取图2所示的方法,即在每列砖上反砌1~2块。反砌砖缝应保持在2~3毫米之内,以提高砖缝的机械强度。每反砌一块时能较设计的应有宽度减少8~10毫米。
显然,从设计理论上看来,这种砌筑方法对顶盖砖的质量稍有降低,但由于顶盖砖在宽度方向无法加工,因而一般还预采用。根据采用的经验看来,还未发现有砖缝脱落的不良现象。
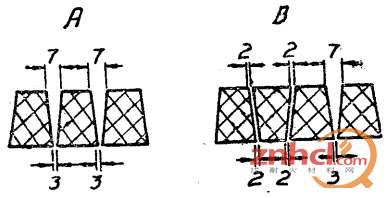
图2顶盖砖的反砌方法
1-设计砌筑方法;2-因宽度正公差而采取的反砌方法
看火孔砖一般都不进行挑选加工,而仅在预砌筑时加以抽查,以了解其公差分布情况。因看火孔墙宽度方向并无严格的要求,可以调整砖缝来保持看火孔墙面的平整。在装煤孔附近的看火孔墙宽度应在砌筑时挑选公差较小的砖来砌筑,以能保持装煤孔的宽度即可。在横向部位因有看火孔间的滑动缝和砖缝,可以压缩3~5毫米,因而一般也不需要加工。
看火孔墙加工数量较大的是看火孔间的长方形砖在长度方向的加工。由于该砖长度方向较大,两端又为膨胀缝,且长度上无砖缝可资调节。因而在长度方向超过6毫米时都将造成膨胀缝面不平整而需要加工,故应在施工前进行抽查并进行加工。
装煤孔砖的加工一般都在异型砖的沿炉组纵向方面进行,因为此方向长度受看火孔墙间距的限制,同时又只有一个砖缝可资调节。应在施工前进行检查,并结合看火孔墙的宽度公差情况决定加工。加工时可在一对砖中或一排砖中切削一块后,再配搭正公差者砌筑即可。
砌筑在看火孔墙间的断热砖因墙宽345毫米,一块断热砖不足,必须在施工前以切砖机将不足部分加工成小块砖。
上升管部分的错缝用砖应在砌筑前加工完毕。个别的加工可在砌筑时以手工进行。
废砖部位的粘土砖层及其他部位的小量加工可在砌筑时由筑炉工按实际需用靠手工自行加工。但加工时必须在两侧跳板上进行,严禁在已砌好的砌体上进行加工。
五、立火道竣工清扫
在炉顶砖砌完时即应进行看火孔、立火道、煤气道及斜道蓄热室的竣工清扫,其劳动力消耗量一般几乎跟砌筑炉顶区相似(不包括上砖工)。
在双联下喷式58型焦炉中,其竣工清扫工作可分作下述几个工序进行:(1)炉顶部分看火孔内壁清扫~~直至立火道;(2)炉顶水平烘炉道以压缩空气清扫;(3)立火道小保护板取出;(4)立火道底以压缩空气清扫(包括下喷煤气道);(5)斜道内壁清扫等五个部分。
在ΠBP-51式焦炉中还多一道横贯煤气道的清扫,在过顶式焦炉中则又多一道水平烟道的清扫。
炉顶看火孔内壁清扫,使用的工具,将附着在看火孔内壁的灰浆刮下,使其落入立火道底部。再以钩子将碟形调节砖由砌砖时放置的位置移至看火孔的另~侧,然后再以压缩空气在两层烘炉道内将锯末和残灰吹净。吹至一定程度后再将碟形砖移至原有位置,此后用压缩空气吹扫,直至无显著的灰块时为止。在使用压缩空气时,应以两个压缩空气管相向进行,使废灰与锯末不致往返窜移而直接落入立火道内。压缩空气系由支气管内用胶皮管接到工作地点,在胶皮管上再接弯管。
当炉顶进行清扫时即可同时进行立火道底部斜道口小保护板的取出工作。如使用马粪纸代替小保护板者,则可用的工具,伸至立火道底部,以带有倒刺铁钎的尖端将马粪纸钉住后自炉顶取出。如斜道较短口径较大(如ΠK式焦炉),则可将马粪纸一捅入斜道内自蓄热室内取出。如小保护板系木制者,则可在斜道口内伸入能弯曲的竹条,同时以木棍拨动,使其自行落入刹道后滑入蓄热室。
取出小保护板及炉顶清扫净洁后,再以压缩空气在立火道底部吹扫锯末和废灰,将其吹入蓄热室。此时应在~组双联立火道内同时吹扫,以免自废气循环孔内来往窜移。吹扫时采用的工具。
清扫立火道底时,应将压缩空气管伸入下喷煤气道内吹扫,然后自地下室向上检查其是否畅通。如畅通时则将下喷煤气管道的喷咀砖放入底座上。
斜道清扫系自蓄热室内将斜道内壁的灰浆刮净,并将斜道内壁及蓄热室墙面的空缝作二次精整,将炉篦保护板上的废灰清除完毕后取出保护板,以压缩空气将炉篦清扫干净。最后用的工具将小烟道内的积灰抅出,直至无显著的灰块为止。此时即可进行格子砖的铺砌。
在吹扫过顶式焦炉的水平烟道时,应在~组水平烟道内的各个立火道中同时伸入压缩空气管吹扫,否则将因废灰往返窜移而无法清扫干净。
上述均系后铺格子砖的施工方法时所采用的清扫方法,当采用先铺放格子砖方法时,由于蓄热室内不能进入操作,清扫方法应有某些变更。主要在清扫立火道底以前必须自两侧蓄热室处将蓄热室保护板上积存的废火泥和锯末等掏出,并在清扫立火道时随时配合上部清扫进行掏泥。直至上部清扫完毕,保护板上存灰也已基本掏净后始得将保护板自两侧蓄热室内抽出。
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











