

中间包镁质干式料工作衬横裂原因分析及改进措施
发布日期: 2020-10-20 11:32:32 阅读量(575) 作者:崔晓璐中间包是炼钢生产过程中衔接炼钢和连铸的重要中间设备,具有储存钢液、分配钢液、保证连浇、减压稳流、促进非金属夹杂物上浮去除、均匀钢水成分和温度等多种冶金功能。中间包的正常工作直接影响到连铸过程的顺行及铸坯的最终质量。但由于中间包工作条件的特殊性,不仅有高温熔融金属的不断冲刷,还经历了温度的骤降,这对中间包的寿命造成了极大的影响。

金安林等人针对红钢方坯连铸中间包存在的渣子不易排出等造成的一系列问题,采用一种新的排渣方法和装置取得了满意的效果。唐大才等人对钢包和中间包的保温能力和保温材料的优化进行了分析。郭用红对酒钢不锈钢生产的耐火材料进行了调查,指出只有紧跟国内外先进水平才能取得竞争优势。
唐山不锈钢公司现有三台单机单流连铸机,配置液面自动控制系统、结晶器专家系统、质量专家系统、切割优化模型等,可满足高强汽车钢、超低碳深冲钢与高端MR钢的生产能力。目前唐钢不锈钢公司中间包工作衬采用镁质干式料,正常情况下完全可以满足其工作需要,但由于修砌过程中不确定因素的影响,会导致其工作衬发生横裂,影响正常生产。根据唐钢不锈钢公司的中间包横裂现象,对镁质干式料内衬的横裂产生的原因进行了分析,并对施工方法提出了改进措施,基本解决了中间包横裂的现象。
1存在问题
中间包在冶金工序中除具有有效配置钢水、稳定注流和保护连浇的作用外还可以作为钢水精炼容器;实现冶金作用,可以有效防止钢水二次氧化、防止卷渣、促进夹杂上浮和精确控制钢水过热度等。因此,在现场准确、快速分析中间包出现的问题是确保钢水连浇的重要保障之一。
在目前唐钢不锈钢的生产条件下,在连铸生产中中间包的平均使用寿命为11h或17炉。由于受唐钢不锈钢隔离剂的影响、干式料成分的差异、烘烤温度过高和干式料之间的结合方式的影响,唐钢不锈钢的中间包的无碳包和普通包均出现不同程度的横裂缝问题,如图1所示。

(a)无碳中间包渣线处(b)无碳中间包渣线和包壁结合处(c)普通中间包结合处
图1中间包横裂纹
从图1可以看出,无碳包中间包的裂缝多出现在渣线和包壁结合处,裂缝明显,宽度约3mm,长度为400~1200mm;普通包中间包在渣线和包壁结合处有一处长约1200mm的横裂纹。
2原因分析
2.1隔离剂的影响
目前,唐钢不锈钢公司中间包在干式料烘烤成型后脱模时使用机油、机油+石墨等作为隔离剂。在现场施工过程中发现,干式料在低温烘烤脱模时,表层与包胎都会发生一定程度的粘连。当表层所受粘结的拉力大于干式料之间的黏合力时,工作层即被拉脱,造成干式料表层开裂。因此,选择合适的隔离剂施工,可减少工作层与包胎之间的粘连,能显著减少中间包干式料表层裂纹的产生。分析发现,现有隔离剂干燥时间较长,料浆稳定性不好,填料易下沉;工人涂刷过程中容易涂刷不均匀。
2.2不同干式料成分的差异
唐钢不锈钢公司中间包所用干式料为渣线料和包壁料。两种干式料骨料采用不同品级的烧结镁砂或电熔镁砂。在低温烘烤时,工作层干式料收缩,气孔率明显增大,体积密度降低,耐压强度减小。两种干式料在经热处理后发生不同程度的收缩,从而对中间包内衬造成不同程度的影响。
2.3烘烤温度过高
影响中间包干式料坍塌和剥落的因素,除了干式料本身,现场施工状况也是一项关键因素。常规要求中间包灌料需要在翻包后自然冷却3~4h,在120℃以下进行灌注施工,在此温度下干式料不发生固化现象,保持流动性。而在实际施工时,由于冷却速度慢,在进行灌料时中间包的温度仍在150℃,过高的温度容易导致里层或接触层产生不均匀硬化反应,产生内裂纹,而在烘烤过程中裂纹扩展到表层。
2.4不同干式料间的结合方式
目前,唐钢不锈钢公司中间包两种干式料采用平行结合方式,结合部位容易产生应力或质量缺陷。中间包渣线干式料与包壁干式料是两种不同材质的干式料,两种干式料有机结合剂的热分解速率不同,强度散失的快慢和最终碳化残余强度也有所区别。若没有考虑到两种干式料应力的释放不同,则会增大裂纹产生的概率。此外,不同干式料接触面积过小也会增大出现裂纹的可能性。
3改进措施
针对现场部分中间包出现不同程度的横缝问题,特提出施工解决措施,以稳定现场中间包施工质量,保证现场生产安全。具体施工措施如下:
(1)严格检查目前中间包包胎的变形程度、火嘴的烘烤情况、电机的振动效果,并制定出每个班组在施工前检查包胎的制度。
(2)暂停使用此前的脱模剂,改用脱模效果更佳的石墨乳(废机油+石墨)。
(3)施工准备阶段时,使用测温枪测量中间包永久衬和包胎表面,保证其温度在100℃以下,并将包胎表面的杂物清理干净,均匀涂上2~3mm石墨乳。
(4)在倒入干式料后、电机振动前,使用撬棍深插至干式料工作衬中,深度在500mm左右,进行左右或前后晃动,使包壁料和渣线料结合得更加密实。
(5)近期现场煤气检修后使用效果更佳,须将此前线下烘烤120min进行缩短,具体以靠近包胎处干式料颜色变化1/3(或靠近包胎处干式料已固化厚度的1/3)为准,方可停火,严禁过度烘烤造成干式料表层强度下降的情况发生。
(6)中间包干式料烘烤停火后,自然冷却3h以上,待包胎温度在100℃以下,包胎与干式料间隙在1~2mm时,才可脱包胎;另外,尽量延长冷却时间,可将烘烤缩短的时间加在干式料冷却上,这样即不影响施工进度,又保证了施工质量。
(7)中间包进行脱胎时,要保证包胎垂直缓慢起吊,防止包胎歪斜对工作衬施加外力而导致出现横缝的情况发生。
4使用效果
采取上述措施后,新的中间包施工及操作方法在唐钢不锈钢公司进行使用。调整前后中间包横裂数目的对比见表1,浇注时间和浇注炉数的对比如图2~图3所示。
表1调整前后中间包横裂数目的对比


图2各钢种中间包浇注时间对比
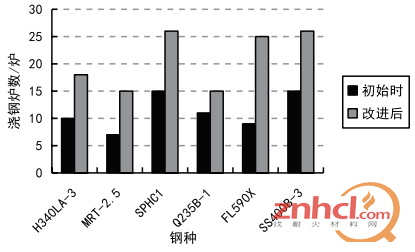
图3各钢种中间包浇钢炉数对比
从表1、图2和图3可以看出,H340LA-3、MRT-2.5和FL590X钢种的中间包横裂数目由2条减为0.01条;MRT-2.5、Q235B-1和FL590X钢种的中间包浇钢时间由原来的5.017h、7.983h和6.683h分别增加到17.75h、16.78h和17.63h;SPHC1、FL590X和S400B-3钢种的浇钢炉数分别由15炉、9炉和15炉提升到26炉、26炉和26炉。综上所述,唐钢不锈钢厂中间包横裂情况明显减少,已经可以较好适应钢水的连续浇注。
5结论
通过对中间包施工方案的改进,有效降低了中间包低温烘烤后横裂出现的概率,使镁质干式料内衬起到了很好的使用效果,减少了工人劳动强度,满足钢铁生产的需求。
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











