

活炉底复吹转炉炉底砖加高设计、预砌及砌筑施工
发布日期: 2019-12-12 08:47:42 阅读量(566) 作者:张红某炼钢厂将45t顶吹转炉改造为活炉底复吹转炉,复吹工艺强化了熔池搅拌层著降低了钢水和熔渣中过剩氧含量,提高吹炼终点钢水余锰含量减少铁合金消耗,提高脱硫、脱磷效率;吹炼平稳减少了喷溅,可提高供氧强度,更适宜吹炼低碳钢种利用原顶吹转炉用砌炉车、炉底车还采取原下修式砌炉法,节约了改造成本及砌炉时间,整体式顶底复吹转炉采用上修式砌炉法,延长了砌炉时间。
1、砌炉砖理化指标
砌炉砖理化指标见表1。

2、炉底砖加高设计、预砌及砌筑施工
2.1炉底砖中部加高新工艺的设计
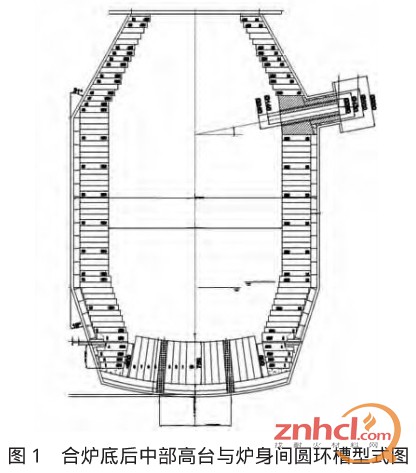
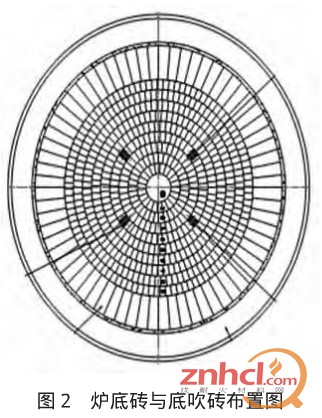
炉底工作层镁碳砖生产厂家按炼钢厂活炉底尺寸进行了活炉底砖型设计,锅底形活炉底要求用下大上小长楔形砖砌筑,热态膨胀状态下易胀紧,不会抽砖。活炉底设计为锅底活炉底,砌筑方式为炉底中心放置中心陀,炉底楔形砖紧靠中心陀环砌中心陀与前8环楔形砖高度相同,中心陀上表面最低环砌每环高度相同,依炉底弧面形成炉底镑碳砖弧形面,吹炼中熔池下底弧形锅底面有利于钢水充分搅拌妒底加高保护接缝新工艺中部砖环炉底砖高度一样最外环砖高度降低,使合炉底后炉底砖中部高台与炉身第一环砖之间产生圆环形190mm深槽(见图1),在开炉后通过溅渣护炉操作圆环形深槽被炉渣护满护严,可保护炉底接缝不被侵蚀。同时可防止合炉底时炉底砖与炉身砖发生挤压碰撞损坏情况。炉底砖与底吹砖布置图见图2。
2.2炉底砖预砌
中心陀为下粗上细的圆台形,定于炉底中心,下大上小长楔形砖紧贴中心陀相互靠紧(长竖缝≤1mm)后环砌(环缝备2mm),第一环砌筑完,外部砖面打磨圆(以尽垦减小环缝)后砌筑第二环砖,依此类推。因新砖型第一次砌筑领对新砖型进行预砌预加工,按活炉底相同尺寸用水泥制作锅底形预砌台,模拟砌筑活炉底整个过程。中心陀中心定于预砌台锅底中心,每一环砖确定一种砖型,以尽量减小环缝为原则,对合口砖进行切砖打磨加工,对外部砖面打磨圆定型后对每环砖按顺序编号观场砌筑时严格按编号进行。
2.3炉底砖砌筑施工
2.3.1炉底永久层及底吹下护砖的砌筑
以4个炉底底吹枪开孔校准炉底中心点,确定中心点后,安放4块底吹下护砖,以炉底中心点为中心十字交又先平砌一层65mm厚镁砖,再侧砌一层115mm厚镁砖,永久层与底吹下护砖之间须留有50mm空隙以备调整护砖,底吹上下护砖中心孔与4个炉底开孔对中砌筑后把假枪插到底,下护砖与镁砖间缝隙用捣打料捣实。
2.3.2第1~9环炉底砖及底吹上护砖的砌筑
中心陀中心必须与炉底中心点对正砌筑中心陀及1~8环炉底砖高度为750mm,紧靠中心陀按预砌编号顺序砌筑第1、2环炉底砖。
底吹枪上下护砖用假枪找正位置后(插到底,出炉売),开始按预砌编号顺序砌筑第3环底吹枪上护砖所在第4环(见图2)严格按上护砖定位进行砌筑,砌筑过程中要保证假枪在上下护砖中心孔内抽插自如第4环砖砌筑完对包括上护砖(高度为820mm)后部砖面打磨圆,两砖结合竖缝处打磨量较大,全部用抛光机人工打磨,第9环高度560mm,比前8环炉底砖降低190mm砌完第9环砖,用0~1mm镁砂粉灌满各环间环缝。
2.3.3返平砖的砌筑
用捣打料打平永久层,保证打平面距炉底法兰上表面430mm,返平砖斜面应靠紧第9环炉底砖层层找平砌筑返平砖第1、2、3、4层的长度分别为450、500、550、425mm,每一层砌筑完用0~1mm镁砂粉灌满与第9环炉底砖间斜缝,同时将返平砖与炉売间缝隙用捣打料填平、捣实后再砌下一层第4层返平砖上表面高于炉底法兰面20~30mm。砌筑完成,清扫炉底法兰面,并点焊两环8#铁丝。
2.3.4底吹枪的安装
先把炉底放在中包抹包台上架起,拔掉假枪,彻底清扫上护砖上部灰尘和杂物从炉壳下开孔处把底吹枪插到底后再拔出50mm,在底吹枪法兰上打满薄层钢玉泥,再插到底,把底吹枪法兰与炉底满焊(焊前确认底吹枪下部拐把对正底吹进气口方向),从上护砖上口与底吹枪之间缝隙内灌满粒度为0~1mm的细镁砂,灌满后缝隙上口用钢玉泥封堵要求底吹枪头高出上护砖上表面20mm,多余部分用无齿锯锯掉(锯到接近中心孔处,要停下来锯下一支枪,喷凉后再在原锯口继续锯,防止太热时来回锯使底吹枪头变形或产生碎屑堵住枪孔)最后用胶塞盖严底吹枪头。
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











