

镁铬砖再生利用实例
发布日期: 2019-07-10 15:44:35 阅读量(1060) 作者:张红废镁铬砖的主要问题之一是在炉子形成Cr6+,Cr6+可溶于水且有毒,对人体有害,并可造成严重的环境污染和地下水污染。由于这些限制,含铬产品的消耗量在逐渐减少,并且必须对镁铬砖进行回收。目前针对含铬材料的回收出现了一些新的方法,主要的回收工艺之一是将砖被破坏后的部分除去,将其余部分破碎、制成一定的粒度,再重新用作制备耐火材料的原料。
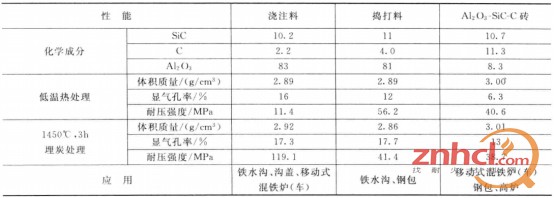
表1 利用废铁沟料再生Al2O3-SiC-C质耐火材料的性能
日本对电炉用后再结合镁铬砖和半再结合镁铬砖进行了再生试验研究。除去附着炉渣和变质层后,用破碎机将其破碎后作为基本原料进行各种处理。利用叶轮式粉碎机、固定盘轮式轮碾机、原料再生处理装置将破碎后颗粒料处理到生产砖用原料所规定的粒度。由于很好地从废砖中分离出来粗颗粒部分和细颗粒部分,因此,能够确保再生砖原料的性能接近原始砖所用原料的性能。

按照一般镁铬砖的粒度构成,将筛分后的各种粒度的再循环利用原料进行混合,并添加一次结合剂,用底盘转动式轮碾机进行混炼后制得了泥料。然后采用油压机以规定压力成形,最后将形成的砖坯以1800℃以上的最高温度烧成,制得了成品砖。制得再生砖的性能见表2。另外,为便于参考,把AOD炉使用的(没有使用再循环利用原料)半结合镁铬砖的性能一并列于表2 中。
表2 使用再循环利用原料生产的MgO-Cr2O3砖的性能
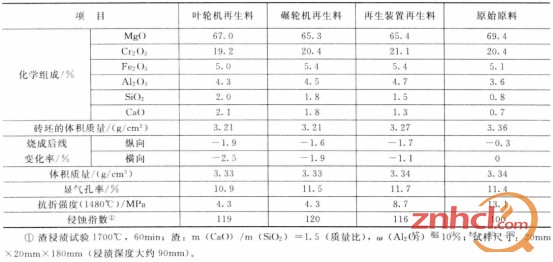
虽然各种砖的化学成分都与没有使用再循环利用原料的砖相似,但Al2O3、SiO2和CaO增多了。这是由于基本原料是以使用过的砖为原料.它吸收了AOD炉的炉渣的缘故。
从砖坯的体积质量来看,叶轮机再生料和碾轮机再生料差别小,与原始原料的差别大,其差别达到0.15g/cm3。再生装置再生料的差别也有0.09g/crn3。但是,由于烧成收缩大大超过1%,因此烧成后各种砖的体积密度都基本相同。叶轮机再生料和碾轮机再生料的高温抗折强度极低,仅有4MPa多一点,虽然再生装置再生料略高,但也仅是原始原料的2/3左右。再生料的渣蚀量都比原始原料大20%左右,
为使使用再循环利用原料的砖能够实际应用,可以说以下两点是很重要的。
①在原料的粉碎和粒度调整时能最大程度去除因浸润渣形成的化学成分,如SiO2和CaO等。
②如何能生产出降低气孔率,并不含有耐蚀性相对差的基质部分的再循环利用原料。另外,关于砖的SiO2和CaO的合计量,再生装置粉碎比叶轮式粉碎和砖轮碾机粉碎小。由此可以认为采用再生装置进行粉碎具有可以去除SiO2和CaO等杂质的功能。
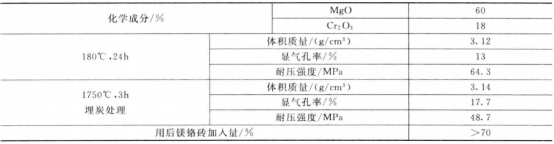
某钢铁公司研制了利用废镁铬砖做原料制造电炉用耐火材料,向电炉用喷涂料中加入20%废镁铬砖,改善了其使用寿命。此外,还研究了镁铬砖的再生问题,实验结果见表3。就性能而言,在水泥回转窑内衬的非关键部位及电炉中使用时,再生产品具有良好的使用寿命。
表3再生镁铬砖的性能
加耐火材料行业(耐火材料、耐火原材料、钢铁、玻璃、水泥、矿热炉等行业)微信交流群请加小编微信15003876613(找耐火材料网-采购),请注明“公司+工作”。
如有废旧镁铬砖的采购、出售、技术、推广等需求,可联系找耐火材料网采购15003876613(微信同号)与我们取得联系。
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











