

裂解炉用耐火纤维模块炉衬的施工工艺
发布日期: 2019-03-09 11:02:46 阅读量(508) 作者:刘梓明在石油裂解炉的炉衬施工中,耐火纤维模块被广泛的应用在裂解炉的炉顶、侧墙、端墙等部位。下文中详细说明了耐火纤维模块在石油裂解炉中施工的工序。
(1)耐火纤维模块应按设计要求在车间加工制作,并提供配套模块组装件和焊于炉壁上金属锚固件。模块制作时,耐火纤维毯折叠成风琴状,并按20%~30%预压缩。
(2)耐火纤维模块安装结构常用中心孔吊装式、插刺式、滑槽式和反卡式等。中心孔吊装式如图1所示。模块由组合件和炉墙上锚固件连结,炉墙锚固件是支撑结构,一定要焊牢,相邻两个锚固件间距偏差不应大于2mm,才能保证模块安装紧密。

(3)耐火纤维模块应从下至上进行安装,模块安装前应先按设计要求在壁板上均匀涂刷防腐涂料,涂层厚度一般0.15〜0.2kg/m2要求,涂料干涸后开始层铺隔热层的陶纤毯,一般至少为二层,前几层以问层对缝,层间错缝铺贴,在背面涂刷黏结剂固定,最后一层错缝搭接,搭接宽度不小于100mm为一层,其他层可用陶纤毯铺贴完毕再开始搭接铺设金属铝箔,铝箔接头相互搭接宽度不小于并应紧阽陶纤毯,金属铝箔铺设完毕检査其表面和锚固钉根部,如果有破损和不严的地方需进行修补,然后用快速卡进行适当层间固定,一般1m2固定2~3处。隔热层和阻气层铺贴完毕即可进行陶纤模块的安装。
(4)耐火纤维模块采用单向排列方法安装时,对于沿折眘方向顺次同向排列形式,不同排之间纤维收缩縫因耐火纤维在高温状态下收缩,应用与耐火纤维模块材质相同的耐火纤维毯经对折压缩至原厚度的2/3挤紧,用于炉顶时,应用“U”形钉使纤维毯与折叠模块在1/3厚度处固定。如图2所示。

(5)中心孔吊装式模块,需用特制专用抜手,将螺母沿导向管拧于螺栓上固定后,应抽出中心衬托管,并在中心孔中填塞相应材质纤维卷。
(6)模块采用拼花式排列安装时,应避免交叉处窜气缝,出现时应用耐火纤维加黏结剂填塞紧密。
(7)模块与砌体或其他炉衬连接处,应在直通缝中加装对折压缩至原厚度2/3的材质与耐火纤维模块相同的纤维毯。
(8)模块安装时应先装烧嘴砖、视孔砖,安装应从下向上按设计规定位置方向,逐排对号入座,在炉顶安装时,应先安装炉顶模块,再安装炉墙后二排模块,安装炉顶时,应将中间盖板安装就位后与炉顶同时安装,炉顶模块安装从炉顶四周向中间逐排安装,不规则的模块可切割加工保证边角平直。
(9)模块捆绑带、包装纸,必须在全部模块安装完经检査调整符合要求后方可拆除。
(10)拆除捆绑带、包装纸后耐火纤维炉衬用木馒拍平“夯实”,使表面平整,模块横平竖直,排列整齐,充分膨胀,挤压密实,接缝严密,拍打前模块表面可喷雾状水润湿,减少粉尘污染。
(11)耐火纤维模块表面应均勻平整,模块间应挤压紧密,不得有窜气缝。
(12)裂解炉中异形部位和异形构件的安装方法。
1)混配纤维真空成型预制砖的性能及安装方法。
耐火纤维模抉炉墙中的检修门、看火孔、防爆门等开孔部位多采用比耐火纤维毯性能优良的混配纤维真空成型预制砖来代替耐火纤维模块,它不但控制了开孔处耐火纤维模块自由端,还具有体积密度小、强度高、抗磨损性能好的特点。其生产工艺是将两种或多种高档耐火纤维(如多晶氧化铝、莫来石纤维,锆、铝纤维等)按一定比例进机进行混配后,加入一定量的结合剂和多种添加剂在特殊的真空设备和模具中进行挤压、成型、干燥而成型。其理化性能指榇见表1。
表1混配纤维真空成型预制砖的理化指标

耐火纤维模块炉衬内的真空成型预制砖的固定方法一般采用抓钉式或托板式。当采用抓钉固定时按以下方法安装(以安装真空成型看火孔预制砖力例)如图3所示。
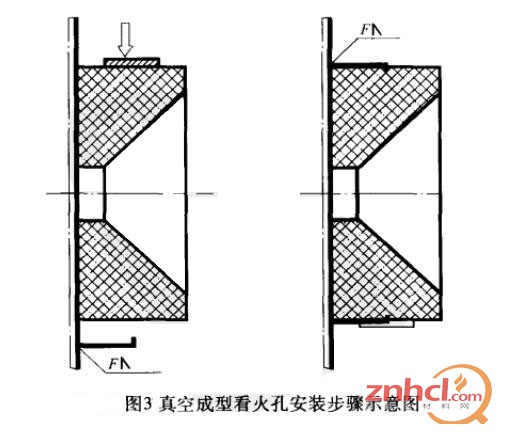
按设计图纸规定部位划出位置线,将看火孔下部抓钉垂直焊于炉壁板上,清除焊渣,检査焊接质量,符合要求后将真空成型看火孔预制砖紧贴炉壁板,沿看火孔中心位置线垂直滑下,平缓垂直用力使抓钉钩牢固地嵌入预制砖内(安装时注意严禁使预制砖左右晃动和多次安装及抠槽安装)。扶稳预制砖,将上部抓钉按设计规定部位嵌入真空成型看火孔预制砖内,再将其垂直焊接于壁板上。严禁先焊上部抓钉,翘起再安装真空成型看火孔预制砖。
当采用托板固定时,托板的安装程序与抓钉相同,不同点是先在预制砖的拉沟槽内及与炉壁板接触面涂满高温粘结剂进行粘贴固定。
2) 过渡段贯通柱采用耐火纤维模块做炉衬时的安装方法:
图4为贯通柱耐火纤维模块安装步骤示意图。

贯通柱使用的特制异型模块一般采用四抓钉与锚固螺栓相结合的方法与立柱连接,其施工方法为按设计图纸要求的排列方式和位置尺寸将锚固蟪栓焊接在贯通柱壁板质量检査合格后按设计要求均匀涂刷一至两遍高温防腐涂料,待其固化后将压缩至规定厚度的耐火纤维毯用高温黏结剂粘贴在壁板上,然后从立柱最下面即横跨段底开始分别安装第一层对角的两块耐火纤维模块。安装时与炉底接触面应涂刷高温黏结剂,使模块与炉底压接紧密。模块就位后将四抓钌按设计图纸要求的位置和尺寸牢固地插人模块内并焊接于壁板上,同时反向将四抓钉焊接于壁板上。修补用于焊接四抓钉而被损坏的贴于壁板上的耐火纤维毯,再把另个对角的两块模块斜向用力刺人四抓钉就位,用木板用力压紧模块后按设计要求的位置和间距将四抓钉插人模块内并焊在壁板上,检查焊接质量并修补用于焊接四抓钉而被损坏的贴下壁板上的耐火纤维毯。然后将剩余的两块中间模块垂直插入锚固螺栓中,用扳手将蠟母沿导向管送入,旋拧于锚固螺栓上,抽出导向管,修整导向孔洞。当导向孔洞无法恢复到原状时,应用与模块材质相同的耐火纤维毯沾高温黏结剂把缝隙填塞严密。注意安装模块时在模块间应铺放经压缩的折毯或涂刷高温黏结剂。以此步骤将模块安装至炉顶。
采购陶瓷纤维模块或有石油裂解炉炉衬方面的技术问题,可通过找耐火材料网进行订单匹配或技术咨询。详情请咨询15003876613(微信同号)。
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











