

中间包用干式振动料的应用
发布日期: 2018-09-21 17:59:32 阅读量(736) 作者:干式振动料的开发是以减少甚至消除外加水和降低燃气消耗, 同时提升中间包周转效率为目的的。的确, 采用这种材料可以大幅度降低燃气消耗, 因为这种材料不需要加水。这种材料为了能使树脂固化, 通常仅仅需要烘烤到300℃左右即可, 见图1。

图1 干式振动料的推荐烘烤曲线
一份来自南美不同钢厂的数据表明, 采用不同材料时所需的施工时间是不一样的, 当采用干式料时能够使得中间包的准备时间减少70min, 相关数据见表1。以一个钢厂每天的中间包准备时间为4h为例, 则每月可以节省131h。
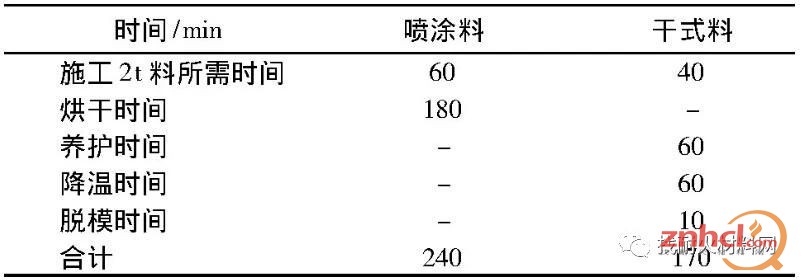
表1 中间包准备时间
虽然干式料可以降低燃气消耗和减少中间包准备时间, 但这种材料目前在南美仅有少数钢厂在使用。其中一家钢厂之所以选择干式料是因为天然气价格较高。另外两家是寄希望于改善钢材的质量, 尽管没有证据表明喷涂料不能满足其质量要求。这么少的钢厂选择干式料还是由于其自身存在一些无法克服的劣势。
干式料的第1个劣势就是结合系统。这种材料一般采用酚醛树脂做结合剂。酚醛树脂的应用有如下缺点:较高的价格, 树脂聚合产生的刺鼻性气味以及向钢水增碳。尤其是向超低碳钢的增碳将严重影响钢材质量和特性。尽管目前有环境友好型的结合剂可供选择, 但其高昂的价格和向钢水增碳问题依然存在。Krausz等人曾对比了不同材料, 结果发现喷涂料相对于干式料而言对钢水增碳的影响要小得多, 如图2所示, 这点充分验证了干式料在冶炼超低碳钢时被限制使用的原因。
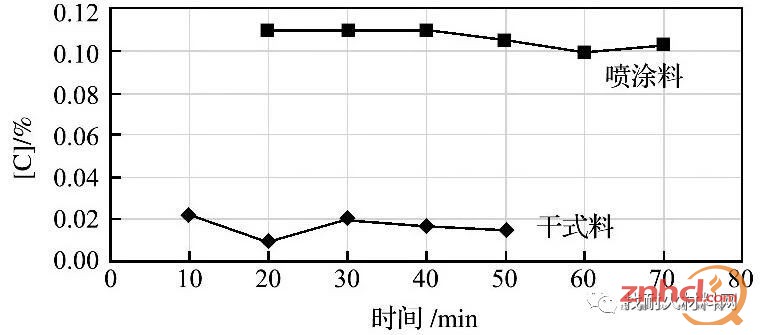
图2 钢水的碳含量和取样时间的函数关系
干式料与喷涂料 (1.1g·cm-3) 相比, 另外一个缺点是较高的体积密度, 可达1.7g·cm-3, 这就意味着同样厚度条件下消耗得更多。来自巴西某钢厂的数据表明, 当采用干式料代替喷涂料时消耗用量大约增加了30%。
综合考虑由于结合剂较高的价格带来的成本升高和由于体积密度的增加而带来的高消耗两方面因素, 同一个中间包当采用干式料时相比喷涂料成本大约增加56%, 见表2。

表2 干式料和喷涂料的成本对比
除了较高的体积密度带来的高消耗, 随着永久层服役时间的持续和蚀损, 同样会使干式料的消耗增加 (见图3) , 这是由于模具和永久层之间的空隙越来越大。尽管可采用具有调节功能的模具但依然不能保持消耗的稳定。来自巴西客户的数据表明, 到了永久层的服役后期, 干式料的消耗甚至翻倍。所以有些时候, 提前更换永久层比一味的增加工作层的消耗更加经济。
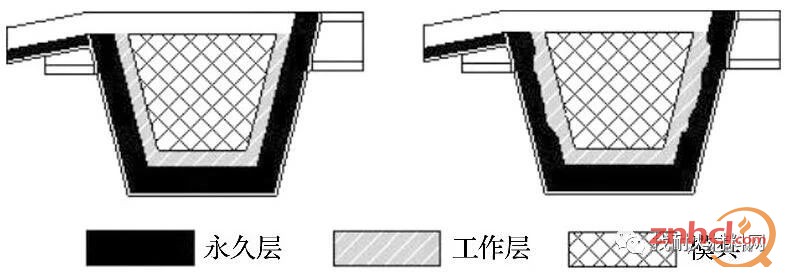
图3 随着中间包永久层轮廓的变形干式料的消耗随之增加
干式料虽然有着较高的成本和消耗, 但在两种情况下使用也具有可行性:一是中间包包壳数量较少和中间包的准备时间严重影响钢厂的生产节奏;二是浇钢时间特别长。干式料由于具有较高的体积密度, 因此其相应具有较低的侵蚀速率。来自巴西一家钢厂的数据表明, 干式料的侵蚀速率大约为0.016mm·min-1, 而喷涂料为0.025mm·min-1。需要着重指出的是一些钢厂必须严格遵守用电高峰限制, 因此不得不限制浇钢时间, 而通过喷涂合适厚度的喷涂料也可以使用30h之久。
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











