

耐火砖用液压压砖机设备的组成、优点及采购指南
发布日期: 2016-08-15 00:00:00 阅读量(520) 作者:液压压砖机设备作为新兴的砖机生产设备,不仅受到国家的大力支持,而且是一种多功能液压机设备,只要更换模具就可实现更多工艺,是一机多用的先进设备。
液压压砖机主要是用于将粉煤灰、砂子、石粉、矿渣等原料和水泥按合理的比例配比,压制成砖的设备。多功能液压压砖机是集机、电、油和自动控制为一体的高科技设备,液压砖机打破了传统压机从上往下的压制方式,改为从下往上压制,从而克服了老式压机容易冲邦,造成模具损坏的缺陷.采用了内制式位移传感器的控制方式,不受环境污染的影响,能精确地保证砖的外型尺寸,使产品百分之百达到国家一级砖标准要求。

液压压砖机设备组成
液压压砖机实际操作压力为公称压力的85%。液压压砖机一般由主机、液压传动装置、泥料加料装置、取砖装置、砖坯检测与填料量自动调节装置、砖坯移送装置等组成。见图1。
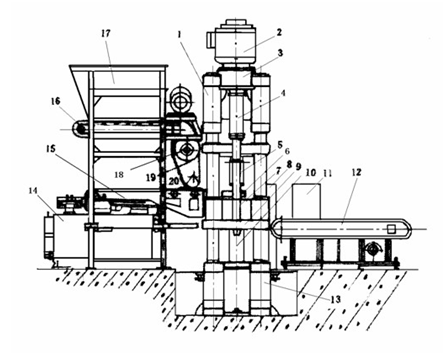
1-主机上横梁;2-充液油箱;3-主油缸;4-浮动台油缸;5-上模头;6-夹砖器;
7-模套;8-砖厚检测装置;9-浮动台;10-下模头;11-控制柜;12-砖坯运 输机;
13-主机底座;14-液压传动装置;15-送料滑架;16-给料机;17-储料斗;18-搅拌器; 19-定量斗;20-进料箱
图1 液压压砖机设备组成
泥料加料分为容积定量和质量定量两种。成型模具有移动模和固定模两类,移动模式又有转盘模台和往复移动模台两种。转盘模台模具多,工作效率高,但是装模对位复杂,工作面大,只用于小型砖成型。往复移动式模具分单模和双模两种,双模一进一出两模交替进行压制砖坯、出砖、清模及填料工作。固定模也不在少数,新型的固定模具在固定方法、换模设施方面有较完善的改进,因此仍被普遍采用。
主机分上压式和下压式两种,上压式主油缸装于上横梁,柱塞、主滑块和上模头三者相联接。液压作用于柱塞后,上模头上下动作,压制砖坯。下压式主油缸固定于机座上,动作方向和上压式相反。模具普遍采用浮动台方式,压头向模具内泥料加压时,浮动台以1/2的速度反向移动,上下模头以相同的相对速度对泥料上下两面施压,可使砖坯上下密度均匀。主机机架结构以四柱式居多,也有两柱式和框架式结构。大吨位液压压砖机采用预应力钢丝缠绕框架结构,减少设备总重,降低制造成本。
液压传动装置按照工艺要求动作,主油缸空载时采用重力充液或低压充液回路,合模升压时采用功率变量柱塞泵直接传动,施压速度随压力升高而递减,液压控制回路能实现以下功能:压力速度变换、快速卸荷、多次加压、保压和排气调节。真空脱气装置用于成型排气困难的泥料,采用刚性金属和橡胶密封罩组成的真空模套,由油缸带动升降,使上下模头都在模套内工作,工作时真空度可达80kPa,使泥料的成型过程处于真空环境之中。真空系统由水环真空泵和大容积真空罐组成,通过阀组操纵。维护好密封装置和过滤器是抽真空成败的关键。真空脱气的好处是减少加压次数缩短成型周期,避免因砖坯中存在气体滞留而造成的层裂。砖坯检测最常用的方法是测量压制终了时的全模尺寸,即测量模头相对位移量。通过检测放大的位移信号(机械位移、电感位移或光栅位移)发出模头最终位移信号,与设定标准位移相比较,纳入程序控制并输出误差调节量信号。容量定量的填料自动调节系统,能按所测砖坯实际误差值相当的填料量,调节下一块砖的填料量。国内耐火行业常用的液压压砖机见表1。

液压压砖机产品特点
1、生产效率高,工艺适用性好
压砖机每次可压制从多块砖,单机每小时产量可达远高于其它压砖机。液压系统效率高,发热少,压制周期短,每次压制循环周期为15秒。
2、性能
液压压砖机一般采用机电液一体化及智能控制技术,实现了布料、成型、码垛等工序全自动化,产品产量高,成本低。采用液压分级加压,多次自动排气技术。工艺控制环环相扣,从物料的自动调整,压制过程中的压制保护,夹砖装置自动清理,码坯单,双堆层的堆垛方式,进给机自动控制等各个工序、人机只能的完美结合,实现有物料开机,无物料停机待用,自动挂送蒸养车与整条生产联锁,提高生产的自动化程度,真正实现全自动流程。
3、成品率高
液压压砖机能够有效提高坯效应和砖坯的质量,压制成品超过98℅。成型压力高,提高了产品质量和产品成品率。由于成型压力高,压成的砖坯密度和强度高,提高了产品质量。同时在运砖过程中降低了砖坯的破损和开裂,提高了产品的成品率.
液压压砖机采购指南
由于液压砖机投资成本较低,受到广大投资者的青睐,有越来越多的耐火材料厂家投入到液压的生产大军中,但由于我国液压砖机的生产厂家有很多,厂家生产资质良莠不齐有很多生产出来的液压砖机不合格,生产出来的免烧砖密实度不够,所以在选择液压砖机时要注意选择好的生产厂家。
购买液压砖机时要看液压泵,阀的质量好坏,这些部件都关系到整个液压系统的质量。还要注意厂家生产的模具,好的厂家会给模具经过渗碳处理,生产成本较高,价格也比普通的模具更贵,但比普通模具要使用更长的时间,所以买机器时一定要考察仔细。
最后就是看厂家的售后服务了,小厂家一般都是只管安装,没有售后服务,因为他的技术人员很少,售后服务基本没有保障。
液压压砖机常见故障及其排除
1、高压偶尔偏低
原因分析: 由于压制力、排气都正常,只是高压偶尔不稳,这就可做判断电路方面没有故障,有可能是气压偶尔不稳或控制高压的电磁闷偶尔有泄漏(最有可能是节流子磨损)。
故障排除: 先检查气压系统,再检查电磁阀及阀块(如;仰2080压砖机YV105和V105)。
2、起压后,压力表显示有压力,但且示屏上且示压力为零。
原因分析: 这个问题主要是由于传感器的接线不正常所致,当然也不能排除传感器被损坏或者PLC模块的线路出现问题或者物入点本身出现问题。
故障排除: 首先应该排除线路上的故障,确认完全正确以后再对元件是否能正常工作做出判断,而不应该在线路故障未排除的情况下进行元件更换。否则,故障造成的损失就被人为地扩大,应该尽量避免此类情况的发生。
3、系统压力能启动,但不能卸压
原因分析:
(1) 动力柜的卸压信号没有到达控制柜的PLC中;
(2) 溢流阀本身有问题。
故障排除:
(1) 检查线路,使卸压信号到达控制柜的PLC中;
(2) 检查溢流阀的卸压口有没有堵死。
4、无排气工作的阀卡死或泄露
原因分析:控制排气动作的阀卡死或泄露。
故障排除:
(1) 首先检查在排气过程中,系统压力有没有大的波动,如果存在泄露现象,查出原因并加以排除;
(2) 阀卡死,消除此故障(如:YP2080压砖机的V105卡死)。
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











