

催化裂解炉耐火砖砌筑施工前的准备及注意事项
发布日期: 2020-12-29 14:01:19 阅读量(412) 作者:(1)筑炉场地应设防雨设施,以防砌体损坏。
(2)冬季施工时,砌体周围的环境温度不得低于5),并一直保持到烘炉之前,以防砌体冻坏。
(3)砌筑前应对炉子基础、炉体钢结构和预埋的零部件安装工作等进行检查。尤其要注意下列项目的检查和验收。
①凡对筑炉工作有影响或筑炉后无法拆除的临时构件(如拉筋、支撑等)应全部清除;
②因砌筑后无法检查的隐蔽工程;
③炉壁上的灭火蒸汽管和热工仪表等接管应安装完毕,而符合设计要求。
(4)砌筑前应对耐火砖进行选分,以便将厚度偏差相近的砖砌筑在同一层上。如砖的尺寸误差达不到砖缝要求时,应进行加工。
1.耐火砖加工要求
(1)经加工后的砖面(泡沫轻质耐火砖除外)或缺棱、缺角的砖面不得砌筑在迎火面上。
(2)加工后砖的厚度不应小于原砖厚的1/2长度不应小于原砖长的1/2。
(3)不得直接在砌体上砍凿砖,也不得任意砍削异形砖。
(4)轻质耐火砖只允许用磨砖机、切砖机加工,严禁敲打砍削。
2.膨胀缝的留设要求
(1)所有膨胀缝应按设计要求的尺寸和位置留设,其宽度允许偏差-5、-0mm。
(2)膨胀缝内不得夹有泥浆等杂物,填充的耐火纤维应饱满并具有弹性。
(3)膨胀缝处相邻的两块耐火砖之间的交错面为干砌,见图1。
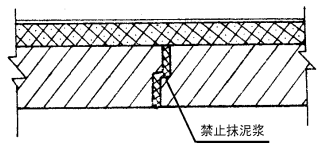
图1 膨胀缝结构图
(4)砌筑托砖板处的膨胀缝时,应将上异形砖置于托砖板上,下异形砖与托碎板间的间隙严格按设计要求留设,如图2所示。

图2膨胀缝结构图
膨胀缝的留设分为纵缝和横缝。纵向膨胀缝在砌筑时预留,其方法可用与膨胀缝尺寸相同的木板预砌于砖墙中,待砖砌完后将木板取出,在缝内填塞陶瓷纤维。陶瓷纤维在填塞时,松紧要适度。也可以在砌筑时挂上线,随砌随将陶瓷纤维砌入膨胀缝内。另外还可以在已砌好的砌体上切割,其优点是施工方便,砌筑时切砖量少,进度快,质量好。横向膨胀缝位于托砖板下面,为了保证膨胀缝的尺寸,可用加工托砖板下面的两块砖来调整其尺寸,但加工砖的厚度应适当,要防止加工后砖的厚度太薄,一般加工砖的厚度应大于砖厚的1/2。如图3示。
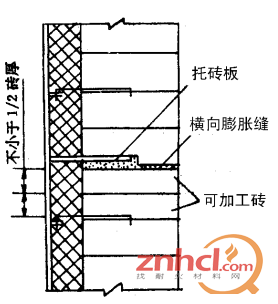
图3横向膨胀缝加工图
砌筑时膨胀缝要随时清理,以防掉进泥浆及杂物。膨胀缝不允许负公差。
3.炉墙砌筑的一般要求
(1)砌体应错缝砌筑。
(2)耐火砌体的迎火面应勾缝。
(3)耐火砌体与隔热砌体之间,除设计有特殊要求外,一般不允许抹泥浆,隔热砌体与炉面铜板之间有用泥浆粘结约,也有不用泥浆粘结的。砌筑时,一定要避免耐火砌体与隔热砌体之间、隔热砌体与炉面钢板之间出现空隙,影响砌体的气密性。如有较大间隙应用隔热散料填空。
(4)砌筑设有拉钩的砖墙时,拉砖钩应当平直地嵌入砖内,决不允许有一头翘起的现象。如在施工中遇见个别锚固座的位置有误差,而不能平直地嵌入砖内,应采取调整拉砖钩插入锚固孔的深度来解决。为了防止在生产过程中由于砌体膨胀而造成拉砖约脱离锚固孔的不良现象,根据砌体的膨胀情况,规定位传钩的插入深度不少于25mm,如图4。经调整后拉传构还不能平直时,应将锚固座切去重焊。
拉传钩应放置于所技砖的中央,施工时有个别锚固座焊接位置有误差,造成拉砖钩位于跨缝时,采取将拉砖钩水平移动,使其避开砖缝的补救办法,但嵌入处与传缝之间的距离应不少于40mm,如图5。这种办法只限于个别的,如果有大量技砖钩都位于传缝处,锚固座必须切割重焊。
拉传钩拉好后,用矿物棉将保温块上所凿的孔填塞严密,决不能漏掉。
(5)耐火砖砌筑时,只允许用木锤或橡皮锤敲打,禁止使用铁锤一类工具敲打。
4.对炉顶用砖砌筑的要求
(1)炉顶吊砖必须逐块作外观和尺寸检查,不合格者禁用。

图4 拉砖钩插入锚固孔深度

图5 拉砖钩水平移动图
(2)吊传孔一般不允许加工, 少量砖加工时应精心, 加工后不得有裂纹。
(3)砌筑时严禁将根杆强行打入。
5、对炉底的砌筑的要求
(1)炉底和炉墙交接处设膨胀缝, 多层砖炉底应留设交错式膨胀缝。
(2)炉底耐火砖层的铺设必须在下部的轻质衬里养护达到设计强度后方可进行。
(3)干砌炉底砖应铺砌平整, 然后用耐火粉料填缝。
6、对湿度计套管、 吹灰器、 灭火蒸汽管等小管周围的耐火砖加工, 必须按设计规定进行, 并将管口处的耐火砖磨圆, 耐火砖与管周围的间隙应用陶瓷纤维填塞,见图6所示。
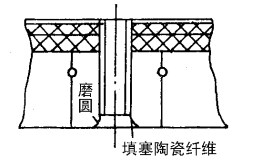
图6 管口处耐火砖加工图
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











