

5种磷酸盐结合的耐火浇注料(预制件)的配比、性能和施工工艺
发布日期: 2020-10-10 08:49:16 阅读量(1596) 作者:磷酸与酸性氧化物常温下几乎不反应,也不硬化,因此也不适合作酸性耐火材料的结合剂。磷酸与两性氧化物(如Al2O3)常温下反应会生成坚硬的固体,且它们之间的反应速度可以控制,因此特别适合作为高铝质耐火材料的结合剂。

1、高铝质耐火浇注料
我国耐火材料工作者于20世纪60年代就开始了磷酸盐高铝质耐火浇注料的研究,采用Ⅰ、Ⅱ等高铝矾土熟料做骨料和掺合料(细粉),以正磷酸为胶结剂,表1列出了我国正磷酸胶结的高铝质耐火浇注料的配比,表2列出了高铝质耐火浇注料的物理性能。
表1我国正磷酸胶结的高铝质耐火浇注料的配比

表2我国正磷酸胶结高铝质耐火浇注料的物理性能

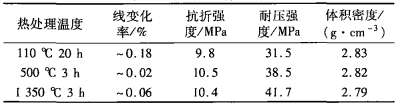
洛阳耐火材料研究院研制了磷酸结合高铝质耐火浇注料,其配比(w)为:≤7mm的Ⅰ等高铝矾土熟料颗粒70%,200目的Ⅰ等高铝矾土细粉30%,促凝剂高铝水泥2%~3%,质量浓度50%的磷酸11%。其性能列于表3。
表3 磷酸结合高铝质浇注料的性能
陈蓓研究了液体磷酸二氢铝结合剂对高铝质浇注料(原料为一级高铝熟料、黏土熟料和生黏土)性能的影响,结果如下:
1)n(P2O5):n(Al2O3)=3的磷酸二氢铝结合的高铝质浇注料的抗折强度和抗热震性明显好于水玻璃结合(模数2.4~2.8,体积密度1.36~1.38g·cm-3)和硫酸铝(质量浓度33%~45%,体积密度1.2~1.3g·cm-3)结合高铝质浇注料。
2)磷酸二氢铝溶液制备用的磷酸质量浓度为65%,且n(P2O5):n(Al2O3)=3时,其结合的高铝质浇注料抗折强度最高(>9MPa),抗热震性(900℃,风冷5次)也较好,抗折强度保持率55%。
3)磷酸二氢铝溶液最适宜的加入量为12%(w),浇注料的抗折强度8.83MPa,荷重软化温度1425℃,显气孔率22.6%,在950℃风冷5次,抗折强度保持率69.5%,抗热震性好。
4)选择磷酸二氢铝、硫酸铝的体积比为1:1的复合结合剂结合的高铝质浇注料,能满足材料的基本性能要求:抗折强度6.63MPa,荷重软化温度1415℃,显气孔率22.7%,950℃风冷5次,残余强度保持率68.7%。
河南科技大学的科研人员以70%(w)高铝矾土熟料为骨料,30%(w)的刚玉细粉和矾土细粉为基质,外加4%(w)SiO2微粉和3%(w)软质黏土以及1.5%-2%(w)碱性硬化剂制备了高铝质浇注料,研究了液体磷酸二氢铝对其性能的影响,研究结果:磷酸二氢铝质量浓度50%,n(P2O5):n(Al2O3)=3,加入量12%~15%(w)时,浇注料的性能最好。磷酸二氢铝结合高铝质浇注料的成型工艺如下:按配比称取原料,搅拌机搅拌均匀后,加入一半结合剂,搅拌3min,混匀后,陈腐10h后,在陈腐料中加入剩余一半结合剂,再搅拌3min,浇注成型,自然养护24h,脱模,烘干后热处理。
2、循环流化床锅炉用快速升温耐磨浇注料
江西某公司发明了一种循环流化床锅炉用快速升温耐磨浇注料。该产品为双组供货:甲组为湿料制备,在反应锅将质量浓度85%的工业磷酸100kg加热到90℃,同时将80kg水和26kg活性氢氧化铝调和成浆糊状,在搅拌的情况下,缓慢将浆糊状物加入反应锅内,反应完毕后,料液为无色透明胶体。控制黏度为45s。同时将180g草酸完全溶于200g水中,当反应锅内料液冷却到50℃时,再将草酸溶液滴加到反应锅内,完全混合后,将料液过滤,所得滤液即为胶黏剂;迭用特级矾土骨料3~1mm的90kg,≤1mm的110kg和上述胶黏剂30kg同时投入0.25m3强力搅拌机内搅拌30min即得甲组湿料,每袋15kg包装待用。乙组为干料制备,在0.25m3强力搅拌机中,同时加入α-Al2O3微粉50kg,亚白刚玉微粉100kg,二氧化硅微粉40kg,电熔高铝水泥30kg,稀土2kg,防爆纤维1kg,膨胀剂1kg,减水剂0.5kg,搅拌30min即得乙组干料,每袋4kg包装待用。使用时,将甲组一袋和乙组一袋,经人工或机械搅拌均匀后,即可施工。该磷酸结合耐磨浇注料的性能列于表4。
表4 磷酸结合耐磨浇注料的性能
3、刚玉-莫来石质耐磨耐火浇注料
贵阳某公司公布了一项“刚玉-莫来石质耐磨耐火浇注料”发明专利。结合剂的制备:以工业氢氧化铝粉20%~30%(w),质量浓度45%的磷酸67%~79%(w),氧化铬微粉1%~3%(w),三种原料均匀混合后,缓慢加热至90~100℃,保温30~60min制备而成。添加剂的制备:白刚玉粉60%~80%(w),活性氧化铝微粉15%~25%(w),硅微粉5%~15%(w),三聚磷酸纳3%~8%(w),硼酸纳1%~5%(w),各原料按比例共磨20~30min。硬化剂为纯铝酸钙水泥。湿泥料的制备:以刚玉和莫来石为骨料,8~5mm占10%~30%(w),5~3mm占10%~30%(w),3~0.5mm占15%~35%(w),添加剂占30%~50%(w),结合剂占10%~18%(w)。浇注料制备:湿泥料89%~96%(w),硬化剂水泥2%~6%(w),结合剂2%~5%(w)。该浇注料的理化性能如下:w(Al2O3)≥90%,w(SiO2)≥5%;体积密度≥3.00g.cm-3,耐火度790℃,抗热震性≥25次;110℃24h处理后的耐压强度≥90MPa,抗折强度≥12MPa,线变化率-0.2%~0.2%;1100℃3h处理后的耐压强度≥160MPa,抗折强度≥28MPa,线变化率-0.4%~0.4%。
4、高强度磷酸铝结合刚玉质浇注料
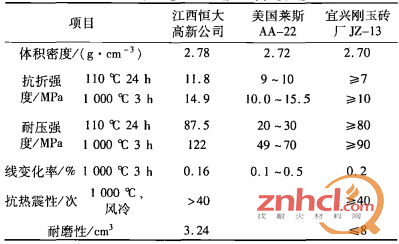
费洗非等用w(P2O5)≥65%、w(Al2O3)≥17%的粉末状固体磷酸二氢铝为结合剂,外加6%(w)MgO为促凝剂,外加0.15%(w)NH-66为缓蚀剂,棕刚玉颗粒60%(w),刚玉细粉40%(w),加水量3%~5%(w)研制了高强度磷酸铝结合刚玉质浇注料,其理化性能列于表5。
表5磷酸铝结合刚玉质浇注料的物理性能

磷酸盐胶结的高铝质耐火浇注料生产时原料要除铁,或尽量采用纯净的原料。为了防止磷酸与铁反应产生鼓胀可加入酸抑制剂。浇注工艺如下:按配比准确称量各种原材料,在强制式搅拌机中将骨料和细粉充分搅拌均匀,先加入8%~9%(w)的磷酸(质量浓度50%)搅拌均匀后出碾,盖上塑料薄膜困料24h,而后再在搅拌机内加入2%~3%(w)的高铝水泥后充分搅拌均匀,再加入剩余的4%~5%(w)磷酸搅拌,倒入支设好的模具内,采用振动浇注。
成型用的模具事先必须涂油或糊纸,特别是新模具,以免制品与模具粘结。不然会严重损坏模具,甚至无法脱模,尤其是带芯子的制品必须在初凝前1~2min抽出芯模,稍硬即可脱模,110℃20~32h烘干,500~600℃16~20h热处理。
磷酸盐结合的高铝质耐火浇注料在常温下不能凝固,因此要加入促凝剂以便制造冷凝型浇注料。在常温条件下只有离子半径不大的弱碱性氧化物和无定形氧化物才具有较好的胶结性能,对碱土金属来说,只有离子半径<0.097nm,才会产生胶结性能。已报道的促凝剂有:活性氢氧化铝、α-Al2O3微粉、滑石、NH4F、电熔的和烧结的MgO、氧化铝水泥、碱式氯化铝和石棉等。MgO做磷酸二氢铝结合浇注料的促凝剂,通常使用<0.125mm的电熔镁砂细颗粒1%~1.5%。
磷酸二氢铝和氧化镁的反应如下:

从磷酸铝的硬化受正离子、负离子之比的影响观点出发,提出用电熔氧化镁时,n(Al2O3+MgO)=n(P2O5)为1.35~1.45时具有良好的硬化现象,也就是说,硬化剂与结合剂之比,硬化剂和结合剂的全部阳离子和阴离子之比的确定是很重要的。
磷酸二氢铝和氧化镁系的加热变化如下:

而且可以认为是MgO在AlPO4内的固溶,生成磷酸镁[Mg3(PO4)2],熔点为1184℃的低熔点物质。
韩行禄在不定形耐火材料一书中指出,当采用MgO细粉作磷酸结合的高铝质浇注料促凝剂时,在常温下与磷酸可发生下列反应而使耐火浇注料凝结硬化:

因MgO与磷酸反应迅速,必须严格控制其量,以便获得适宜的凝结硬化速度,满足施工的需要。
当加铝酸盐水泥作磷酸结合的高铝质浇注料后,则形成含水的磷酸一氢钙和磷酸二氢钙,CA-50水泥与磷酸反应产物的差热和XRD图谱见图1。可以看出,磷酸耐火浇注料的硬化机制是磷酸根离子夺取促凝剂中金属离子,形成具有良好胶凝性的磷酸盐,含水磷酸盐或使生成物沉淀所致。磷酸盐结合剂配制的耐火浇注料,当加促凝剂时,其硬化机制与此类同凝结硬化速度取决于促凝剂的种类和用量。
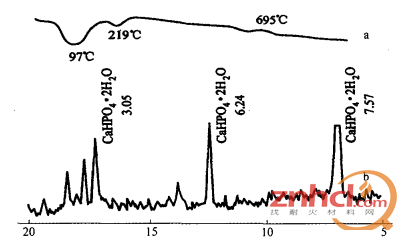
图1 反应产物的差热(a)和X射线分析
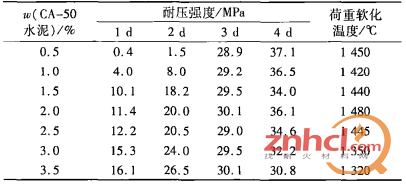
高铝水泥加入量对磷酸结合高铝质浇注料性能的影响列入表6。
表6 CA-50水泥用量对磷酸结合高铝质浇注料性能的影响
加氢氧化铝作促凝剂时,在常温硬化和加热过程中可能发生的化学反应如下:

在500℃加热后,XRD鉴定证明有β-Al(PO3)3,低温型的AlPO4。在586℃之后,磷铁铝矿型AlPO4由α型转化为β型;到1065℃时磷石英型AlPO4转化为方石英型AlPO4;当温度高于1300℃时,方石英型AlPO4分解为Al2O3和P2O5;P2O5析出后不断升华排除。
本溪钢铁公司介绍了用于热风炉的高铝质磷酸盐浇注料预制块的制作工艺与性能:
(1)整模。因为磷酸会同铁反应,粘模严重故一般都用木质模具。模具检查合格后,在装料之前先在里面铺一层薄塑料布或纸,然后再涂一层黄油。
(2)配制和困料。按比例称量骨料和粉料倒入搅拌机中,加入一部分磷酸溶液混合均匀后,置于温度高于20℃的地方放置16~24h,以排除氢气。
(3)重拌和振实。经过困料后的泥料,在搅拌机中,先加入2%~3%矾土水泥,搅拌1min后,再加入7%(w)的磷酸溶液继续搅拌,以获得合适的稠度,每次搅拌不少于3~5min。拌好的泥料马上装入模内,送到振动台振实,振动时间不少于6min,直到模内泥料泛浆,气泡跑静为止。
(4)养护和脱模。成型后要置于20℃以上屋内静放6~8h,静置2h即可拆除侧模,6h后可拆除底模吊运。
(5)预制块的理化性能见表7。
表7预制块的理化性能

(6)应用与烘炉。生产的磷酸盐结合的浇注料预制块分两种:一种为1300℃烧成的预制块,一种为不烧的预制块。烧成的预制块砌筑在内燃式热风炉火井(燃烧室)的下部(12m),不烧的砌筑在上部(25m)。烘炉曲线如下:


炉顶温度最后达1400℃,废气温度达500℃。
杨伟新介绍了拼装式磷酸耐火浇注料炉顶预制块的应用。原料与配比为:Ⅱ级矾土骨料≤15mm占40%,≤6mm占30%,细粉≤0.088mm占30%,结合剂磷酸(85%加水稀释)外加12%~14%,促凝剂矾土水泥外加2%~3%。预制块制作工艺为:磷酸耐火浇注料搅拌后必须困料,预制块对角安置了两只吊钩,为此而配设了四根φ22mm×0.5mm钢管,放在预制块温度较低的位置,钢管表面包扎了两层油纸。热处理制度为:

应用在步进式加热炉(16356mm×2204mm),加热段和均热段有8只烧嘴,每只烧嘴由三块预制块拼装,寿命3年以上。
磷酸盐结合的高铝质耐火材料有如下特点:不受气温的影响,尤其是冬季,凝结快易脱模,不会产生裂纹;在热态下无低强度区(尤其在中、低温时强度大);高的耐火性;优良的抗渣性;抗爆裂、抗热震性好。
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











