

延长气化炉用耐火材料使用寿命的优化措施及操作经验
发布日期: 2020-01-09 08:32:26 阅读量(617) 作者:刘梓明通过多年来对气化炉操作经验的总结和对气化炉炉砖检修的观察,笔者认为,要保证水煤浆气化炉耐火材料——高铬砖安全、稳定、长期运行,关键要把控好以下几点:首先,生产中要加强对原料煤煤质的监管,准确掌握煤的灰熔点,确定适宜的气化炉操作温度并控制稳定;其次,不断地对气化炉工艺烧嘴进行攻关以延长其使用寿命,对气化炉相关工艺参数严格监控,尽量避免气化炉不必要的停车,大幅降低气化炉开停车次数;再者,当原料煤煤质发生变化时,操作人员—定要仔细观察、精心操作,氧煤比调整一定要缓慢,不能操之过急,避免将挂在炉壁上的渣全部熔掉,进而烧蚀和冲刷气化炉耐火砖,缩减其使用寿命。具体措施如下所示:
1、做好耐火材料的砌筑、养护和优化
(1)耐火材料的砌筑严格遵照《工业炉砌筑工程施工及验收规范》(GB50211—2004),热面砖和背衬砖的砌筑按一类砌体要求进行砌筑,耐火火泥和浇筑料严格按照使用说明配比,浇筑料配制完毕后需在30min内使用,浇筑后至少需24h才能干燥。
(2)所有相邻耐火砖层应错缝砌筑,所有垂直砖缝要错开,砖缝连接处必须充满耐火火泥,以防运行中窜气;所有耐火砖都必须使用认可的火泥砌筑;所有耐火砖都必须按照从炉体中心线的设计半径开始砌筑;所有耐火砖尺寸不得小于原耐火砖尺寸的1/2。
(3)砌筑气化炉炉砖主要控制参数:横向砖缝小于1.0mm,竖向砖缝小于1.8mm,垂直度±5mm,水平度±4mm,同心度±5mm;高铬砖火泥灰缝不大于1.2mm,铬刚玉砖火泥灰缝不大于2mm;筒体砖与拱顶砖对接处要预留膨胀缝,膨胀缝35~50mm,且膨胀缝中不允许有多余的火泥。
(4)新砌筑炉砖应自然通风干燥48h后才能开始烘炉升温,烘炉分为150℃、350℃、600℃、800℃、1000℃五个阶段,每个阶段均恒温24h,烘炉期间的升温速率控制在25℃/h,总烘炉升温时间200h以上才具备投料使用条件;如果需进入炉内检查,需将气化炉降至常温,降温速率控制在50℃/h以内。
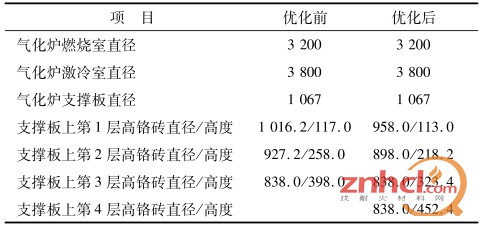
某煤化工企业对其5#气化炉锥底砖和渣口砖砌筑进行了优化(见表2):首先,更改了锥底结构设计,即锥底斜面砌筑高铬砖由5种砖型减至4种,灰缝由4个减至3个,层数由3层增至4层,锥底向火面耐火砖厚度增大50mm,锥底高度由1037mm增至1087mm;其次,将渣口砖更改为易更换的结构,设计上增大了单个砖(型)的体积,减少了薄弱环节,有利于保持整体结构的稳定。
表1 气化炉锥底和渣口高铬砖砌筑优化前后有关参数的对比
某煤化工企业对其5#气化炉锥底砖和渣口砖进行优化改进后,试验运行结果表明:砌筑结构设计的改变,便于渣口砖的单独更换,且不会对锥底砖造成影响;大大增强了渣口向火面耐火砖抗冲刷、抗侵蚀的能力,渣口高铬砖的使用寿命达到6300h。
2、严格控制气化炉的操作温度
据原料煤的分析数据,确定适宜的气化炉操作温度。例如,测得原料煤的灰熔点为1350℃,以此温度作为气化炉的操作温度,运行72h;气化炉排渣顺畅后,将操作温度降低50℃(即1300℃),以此温度作为气化炉的操作温度,再运行72h;若气化炉排渣还是比较顺畅,再降低气化炉操作温度50℃(即1250℃),再运行72h;以此类推,直到气化炉排渣不顺畅且不能坚持运行24h,在此对应的气化炉操作温度的基础上增加50℃,即为气化炉的适宜操作温度。气化炉的托盘温度控制在249℃,不允许超过265且长时间操作。气化炉出口粗合成气温度控制在245℃。洗涤塔出口粗合成气组分参考正常工况下的工艺参数(见表1)操作。气化炉表面温度控制采用控制室趋势图控制和现场巡检检面温度控制采用控制室趋势图控制和现场巡检检测2种手段:控制室据趋势控制气化炉表面温度在285℃以下;现场测温每2h测量1次,控制测量数据在290℃以下。
按照上述数据进行气化炉的温度控制,炉砖内壁挂渣会较好,形成以渣抗渣,从而可大大延长向火面耐火砖的使用寿命。
3、耐火材料的质量、运输、堆放等执行最严格的标准
(1)气化炉燃烧室耐火材料(向火面耐火砖、背衬砖、保温层、可压缩层)的质量要求:向火面耐火砖为铬含量90%以上的高铬砖;背衬砖为铬含量12%的铬刚玉砖;保温层为Al2O3含量98%的空心球砖;可压缩层为小3mm聚乙烯可燃材料(50m2)在气化炉炉头和4个高温热偶处添加厚度为6mm的耐火陶瓷纤维,共计25m2。
(2)高标准、高规格地执行耐火材料的运送、堆放和检查,是确保耐火材料使用寿命的重要环节。耐火砖运输、装卸过程中要注意轻拿轻放,严禁耐火砖坠落;多层装车时,层与层之间用麻袋隔开,每层要排紧,空隙处用麻袋塞紧,防止运输中耐火砖之间相互碰撞而损坏。耐火材料运至现场后,按材质和编号的不同分类堆放在气化炉平台上,堆放场所必须注意防潮。
4、优化气化炉相关运行参数
(1)气化炉的适宜操作温度确定后,据气化炉的操作温度时时对氧煤比进行跟踪调节,以维持气化炉操作温度稳定,在煤浆流量一定的情况下,对氧气阀开度进行小幅多次微调(每次调节0.1%阀位),并据操作参数趋势图的走向控制稳定,不允许大幅调整氧气阀的阀位;至于中心氧的比例,严格按照要求(精确到小数点后3位)精细化操作。
(2)气化炉激冷水量据气化炉负荷时时调控,激冷水量一般控制在440-500m3/h(激冷水量过低,会使激冷环水量少和下降管水膜薄,不能充分保护气化炉激冷环和下降管;激冷水量过高,会增大对激冷环的磨损)。
(3)对气化炉工艺烧嘴进行攻关,延长气化炉工艺烧嘴的使用寿命,以减少气化炉开停车次数;气化炉各项参数操作稳定,减少误操作,避免工况波动及不必要的气化炉停车事故发生。
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











