

玻璃熔窑池壁用耐火材料易发生的事故分析
发布日期: 2019-08-27 09:22:35 阅读量(398) 作者:张红上文我们针对玻璃窑炉池底用锆刚玉砖进行了详细的事故原因分析,而对于玻璃窑炉池壁耐火材料,之所以会发生漏水事故,其主要是因为以下两个方面的原因:
1、倾斜浇铸池壁
目前,倾斜浇铸池壁之所以使用者越来越少,其原因在于制品的质量不能满足客户的使用要求,不是倾斜浇铸方式不行,而是制作过程与工艺制度的欠缺,造成产品不合格,此不合格在行业标准内也体现不出来,倾斜浇铸在浇铸时必须是倾斜状态,并且倾斜夹角不低于25°,不合格的倾斜浇铸表现在,砖体内部疏松或空洞部分面积较大,在使用中是一个实际的安全隐原因在于:
(1)浇铸倾斜角度没有或者不足,造成砖体内部疏松或空洞面积加大,浇铸倾斜角度实际参数为25°夹角。
(2)冒口设置位置偏下,甚至冒口边缘距离砖体端面达到200mm,严重影响制品内部的密实度、实际参数应为冒口边缘距离砖端面50mm为宜。
(3)冒口配置太小,冒口内熔液不能满足砖体补缩所需熔液,实际参数因为下口φ200mm×上口φ300mm×高度300mm为宜。
(4)精炼结束后的第二次吹氧,在第二次吹氧后继续提高炉温熔化,数分钟后进行浇铸。这样的过程是一个误区,会造成制品渗碳量大,制品的耐玻璃液侵蚀能力会降低,渗碳量大是一个很大的隐患。具体参数为:炉内原料得到充分熔化后开始第一次吹氧,第一次吹氧时间为5min,之后开始精炼,精炼时间为20min,再进行第二次吹氧,吹氧时间为2min,吹氧后不再熔化,进入浇铸程序。前提是熔化和精炼炉内要有足够的炉温,使浇铸温度不低于1780℃即可。
倾斜浇铸池壁主要是浇铸底部(使用时在上部)的密实部分越多越好,浇铸冒口摆放的位置越靠砂型部越好,目的是便于浇铸底部得到更多熔液补充,增加浇铸底部的密实度。
2、无缩孔池壁
无缩孔池壁最大的安全隐患之一在于内部疏松或空洞,在切掉浇铸冒口后看不到疏松现象,外观不能直观判断。如图1、图2所示,是浇铸冒口与砖体之间的分离,从断裂断面观察,所呈现颜色为微黄或者橘红色,颜色的形成是高温状态下断裂后的氧化现象。浇铸冒口除了是一个漏斗作用以外,还有一个最主要的作用就是,浇铸完成后,冒口内的熔液对砖体有一个补缩过程,这个补缩过程会达到2.5~3h,保温效果越好,补缩时间越长,制品体积密度就越高。浇铸口与砖体断开后,经与外界氧化而快速降温凝固,终止了冒口内熔液对砖体所需熔液的补充,后果轻微的是体积密度受到影响,后果严电的会发生砖体中间部位出现疏松甚至孔洞现象,结合玻璃窑炉玻璃液泄漏现象,就不难判断如果是材料质量原因这里就是一个方面。砖体下沉原因在于,浇铸砂型放置在铺垫3层轻质保温砖的浇铸框底之上,框底上面铺垫的轻质保温砖是达到池壁砖底部保温效果,然后放置保温箱内填充保温材料,为使保温材料与浇铸砂型紧密结合,需要通过振动的方式使之保温箱内保温砂紧密保卫浇铸砂型。
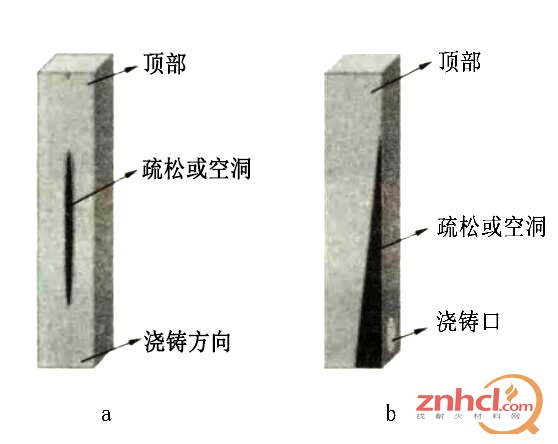
图1 浇铸冒口与砖体分离

图2 砖体下沉与冒口分离
如图2所示浇铸后砖体下沉与冒口分离,几乎没有连接。图3所示的结果为图4所致的一个原因。避免浇铸后砖体下沉,就要排除砖体下沉空间,这个下沉空间就是浇铸砂型、轻质保温砖、框底三者之间的结合用加厚框底的方式,使之框底本身有记够的保温层厚度,浇铸砂框底直接连接,就避免了砖体下沉的空间。
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











