

热风炉孔口组合砖生产、加工主要有3种做法
发布日期: 2018-03-23 08:26:00 阅读量(462) 作者:为适应高炉高温、高压、强化冶炼和长寿需要。目前,国内容积300m3以上的高炉及其热风炉和热风管道等部位的开口部和孔洞多采用组合砖结构,其形式多种多样。各种组合砖具有不同的组合方法和几何形状,一般由内环、外环和花瓣砖等多环组合而成。部分组合砖的几何形状如图1〜图4所示。
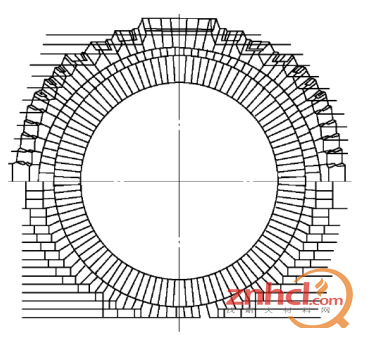
图1 联络管口组合砖
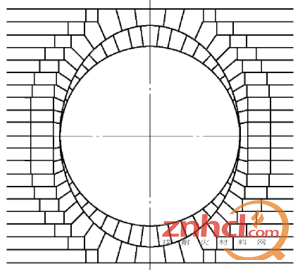
图2 混风室出口组合砖
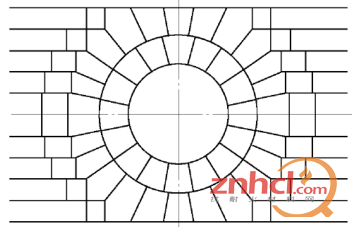
图3 人孔组合砖
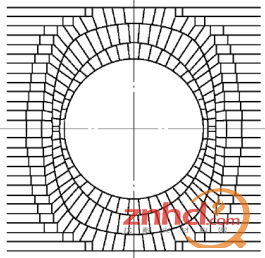
图4 下部联络管组(合)砖(混风室侧)
国内组合砖生产、加工主要有3种做法:
(1) 烧制母砖后加工子砖法。其优点是组合砖单体尺寸较大,结构强度高且稳定性好,单体质量和组装、砌筑质量有保证。不足是受国内耐火材料生产工艺水平限制,母砖生产废品率高,并要有与之相适应的大型金刚石切砖机、研磨机和曲面加工机;这种做法,不仅用于容积4000m3级的高炉,也已逐步推广使用在国内其他高炉上。
(2) 石膏制模后离心浇注法。这种做法适用于单体尺寸较小的组合砖结构,但不适于生产硅质组合砖。
(3) 直接烧制单体砖的子砖法。这种做法子砖在烧制过程难免产生胀缩,一旦出现较大的负公差,难以弥补,而且受目前国内耐火材料生产工艺水平限制,较大块的子砖内部容易出现层裂、裂纹和疏松等问题,仅从砖的表面是难以判定的,因此存在着潜在的质量隐患。
(2)、(3)种做法直接由耐火材料厂生产单体砖,虽然单体砖及其结构形式有不足之处,而且一个砖号一个模具,模具费用较大,但由于减少运输和管理环节,加工和组装成本与(1)种做法比较略低,故目前国内中小高炉仍然较多采用。三孔陶瓷燃烧器也是采用直接烧制单体砖的子砖法生产。
组合砖加工采用何种做法,由设计单位和业主自行选定。2500m3以上高炉推荐采用(1) 种做法。
组合砖制作工艺流程(以烧制母砖后加工子砖法为例)如图5所示。
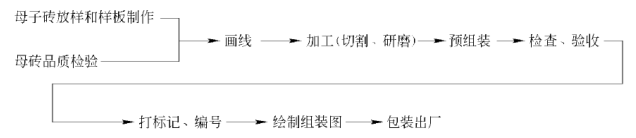
图5 组合砖制作工艺流程
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











