

转炉耐火砖砌筑的进砖方式、准备工作、施工要求以及砌筑技术说明
发布日期: 2020-09-23 11:01:44 阅读量(844) 作者:黄国江等从转炉施工前的准备工作、施工人员组织、施工机具设备、关键部位施工要求及说明、安全保障措施等方面进行阐述,为转炉炉衬耐火砖砌筑作业人员提供借鉴和帮助。结合原有砌筑经验,进行方案的优化,采取科学的炉衬耐火砖砌筑方法,以保证转炉炉衬能够满足转炉在一个炉役周期内的生产需要,在生产过程中保证炉底透气砖的性能,保证炉身、出钢口、炉帽的砌筑质量。

炼钢工程大中型转炉具有节能、高效等特点,因此,在国内外新建、改进、扩建的钢厂得到大量应用,如韩国唐津某钢厂320t转炉、邯郸某钢厂280t转炉、邯郸某钢厂180t转炉工程。转炉砌筑工程涉及面较广,且钢厂对于砌筑工期、砌筑质量有着严格的要求,因此砌筑厂家必须采用先进的施工工艺,通过采取一系列有效的施工措施,才能保证转炉的顺利交付试车及投产。
1、进砖方式的介绍
国内外钢厂由于转炉炉型的不同、炼钢工艺的差别,转炉砌筑过程中根据耐火砖进砖方式的不同可以大致分为出钢口进砖、炉口进砖、修炉塔进砖三种方式。
1.1出钢口进砖方式
出钢口进砖方式主要施工出钢口不带滑板挡渣,没有修炉塔的转炉。出钢口进砖方式砌筑顺序如下:
施工准备→炉衬拆除→清理炉内表面→炉体测量放线→砌筑炉底永久层→中心砖砌筑→炉底环砖砌筑→安装透气砖→填充捣打料→砌筑翻身砖→砌筑熔池砖→搭设砌筑平台→砌筑炉身砖→砌筑出钢口→砌筑炉帽砖→捣打炉口压砖料→拆除炉内平台→清理现场垃圾。
1.2炉口进砖方式
炉口进砖方式主要施工出钢口带滑板挡渣,没有修炉塔的转炉。炉口进砖方式砌筑顺序如下:施工准备→炉衬拆除→清理炉内表面→炉体测量放线→砌筑出钢口→砌筑炉底永久层→中心砖砌筑→炉底环砖砌筑→安装透气砖→填充捣打料→棚筑翻身砖→砌筑熔池砖→搭设砌筑平台→砌筑炉身砖→砌筑炉帽砖→捣打炉口压砖料→拆除炉内平台→清理现场垃圾。
1.3修炉塔进砖方式
修炉塔进砖方式主要施工具备有修炉塔的转炉,修炉塔进砖方式砌筑顺序如下:
施工准备→炉衬拆除→清理炉内表面→炉体测量放线→砌筑出钢口→安装筑炉塔→砌筑炉底永久层→中心砖砌筑→炉底环砖砌筑→安装透气砖→填充捣打料→砌筑翻身砖→砌筑熔池砖→砌筑炉身砖→砌筑炉帽砖→捣打炉口压砖料→拆除炉内平台→清理现场垃圾。
2、施工前准备工作
(1)施工前所有材料均应按时进入指定区域,进入施工现场的材料要做好防雨、防潮、防火措施;
(2)进入施工现场的耐火材料应同时提供材料的合格证、检验报告及转炉砌筑图、施工方案;
(3)施工现场的耐火材料要按砌筑顺序分类码放,做到先施工的材料靠外侧,后施工的材料靠内侧,并标识清楚,便于叉车快速倒运;
(4)施工的设备机具需提前安装调试并试运转正常;
(5)转炉施工前,施工区域要有防火措施并挂牌警示,禁止水、火进入炉内。
3、施工人员及机具配匿
(1)人员配置(见表1)。由于转炉施工工期紧张,砌筑要求严格,施工一般为24h连续作业。
表1具体人员配置

(2)施工机具及主要砌筑设备见表2。
表2施工机具及主要砌筑设备

(3)转炉砌筑施工用升降平台介绍。采取出钢口进砖方式、炉口进砖方式砌筑的转炉,通常钢厂不会提供修炉塔,因此转炉在施工过程中随着炉体砌筑高度的不断提升,则需要搭设脚手架。本文中介绍的施工平台在转炉砌筑时能根据现场情况随时调整脚手架高度,便于现场砌筑施工,且安全可靠,可以重复使用。图1——图4为我公司自主设计的转炉砌筑升降平台示意图。

图1升降平台示意图 图2升降平台详图
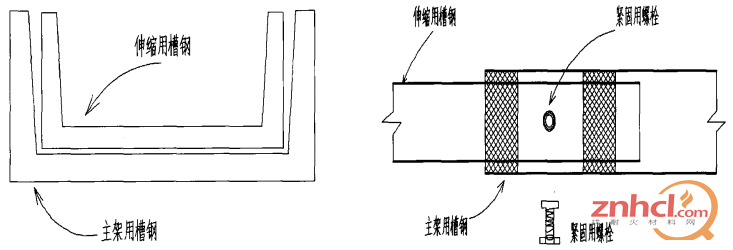
图3主副槽钢配合示意图 图4伸缩槽钢固定示意图
4、转炉各部位砌筑施工要求
(1)出钢口砌筑。
出钢口座砖安装前首先用捣打料进行底部找平,保证出钢口筒体与砌筑层处于同一平面,砌筑分体座砖时每块座砖相接面必须均匀涂抹火泥。座砖安装内孔必须统一,必要时现场校正,保障出钢口管砖正常安装。考虑到座砖由多块组成,出钢口座砖周围填充捣打料时要两边同时填料,防止座砖发生转动。
(2)炉底永久层砌筑。
砌筑前沿炉底中心划出十字形,采用平铺干式错缝搭接由炉底中心向圆周放射砌筑,上下两层镁砖呈90°夹角错缝砌筑。第一层镁砖采用“人字型”砌法,第二层镁砖倾斜90°同样采用“人字型”砌法。每层砖砌筑完毕后,使用镁砂填实砖缝并清扫干净,砖和钢壳交接部位空隙较大时用捣打料捣打填实。
(3)炉底中心砖、工作层砌筑。
炉底中心砖摆放前首先要进行定位,找到两条以上通过圆心的直线并吊线找到中心点,可参照炉壳或透气砖开孔位置,炉底中心砖定位后一定要用水平尺测量水平度,必要时可在中心砖底部填散料找平。炉底砖采用中心砖定位环向顺时针砌筑,砖层之间要错缝砌筑,砌筑过程中要保证炉底环砖四周砖体紧靠、紧贴,防止砖缝过大,砖缝控制在1.5mm以内。炉底砖一般都经过预砌,在砌筑时应按编号依次砌筑,无特殊情况不得打乱编号砌筑。
(4)炉底透气砖砌筑。
透气砖定位要准确,砌到透气砖部位前可以先放置透气砖及周围砖体现场比对,然后切割加工周围砖体。为保证透气砖的吹通效果,最好在透气砖四周进行二次密封,密封高度不小于200mm,防止透气砖炉底返气。
(5)翻身砖、熔池砖砌筑。
翻身区永久层镁砖砌筑到炉身护板边缘,空间较小时可用捣打料填充并捣打密实。找平层最好先进行测量,确定捣打料垫层厚度,镁碳砖后部空间较小时可用捣打料填充并捣打密实。在砌筑找平层第一层砖时每块砖都要进行水平度复测,确保整层砖体在同一个水平上。翻身砖与炉底交接部位,砌筑时要与炉底砖贴紧,后面与炉壳交接部位尽量放置永久层镁砖,无法放置镁砖时,填充捣打料,捣打料应捣打密实。
(6)炉身砖砌筑。
炉身永久层采用镁砖立砌,镁砖应紧贴钢壳砌筑,砖与钢壳间缝隙用镁砂粉填严,注意贴护板圆弧过渡,正常砌筑砖和调整砖配合使用,上下层砖错缝砌筑。工作层采用镁碳砖环形砌筑,正常砌筑砖和调整砖配合使用,上下层砖错缝砌筑,要分清砖体大小头,做到内小外大。炉身工作层按要求留设膨胀缝,一般水平方向每五块砖加一条1mm厚黄皮纸,垂直方向每4-5层一圈加一层1mm厚黄皮纸。
(7)炉帽、炉口砌筑。
炉身永久层采用镁砖立砌,镁砖应紧贴钢壳砌筑,砖与钢壳间缝隙用镁砂粉填严,镁砖砌筑时注意贴护板圆弧过渡,正常砌筑砖和调整砖配合使用,上下层砖错缝砌筑。工作层采用双楔形镁碳砖环形砌筑,砌筑时正常砌筑转和调整砖配合使用,上下层砖错缝砌筑,要分清砖体大小头,做到内小外大,因炉帽、炉口部位是收口,所以砌筑时最多砌筑两层必须合门,防止在砌筑过程中砖体发生塌落。
(8)炉口压砖料捣打。
炉沿料必须填塞密实,遇工期紧迫,急于开炉可每隔1m,用废弃镁碳砖描固,防止摇炉中炉帽砖体脱落。
5、砌筑技术要求及说明
(1)根据综合砌炉要求,提前预算各种砖型用量计划。
(2)根据业主各项要求,合理编制施工组织设计方案,开工前应对所有施工人员进行安全技术交底,关键部位应编制专项施工方案并对施工人员进行讲解。
(3)材料进入施工现场后,按修砌次序,码放整齐,并检査砖的品种、规格、数量、质量,必须符合技术要求。
(4)检査工器具等设备是否完好,运行状况是否正常。
(5)准备好砌炉用具:千斤顶、铁锤、橡皮锤、塞尺、水平仪、切砖机、盒尺、木板等。
(6)转炉砌筑应在设备安装完毕且验收合格后方可进行。
(7)转炉炉墙共两层砌筑,自炉壳钢板往内依次为永久层、工作层。在砌炉过程中遇炉壳有加固钢带时,对永久层衬砖进行切砖加工,确保永久层与工作层的接触面保持平滑,不能出现台阶。砌筑时一定要合圆,砖缝层层交错,各段错台要均匀。
(8)凡砖有缺棱掉角、严重扭曲、断裂等不得使用,有缺陷的砖不得砌在耳轴、渣线等重要部位。
(9)炉内施工平台,随砌体的升高而升高,一般每隔1.5m升一次施工平台。
(10)工作层砌筑严格按技术要求,主要控制线的复合应满足设计和规范要求,随时检查砖缝,砖缝<1.5mm。
(11)砌筑时必须遵循“靠紧、背实、填严’’的六字方针,关键部位一定要使用水平仪定水平度,必要时切削加工衬砖。
(12)工作层采用干砌,出钢口等关键部位可采用湿砌,砖缝间隙必须用散料充填,并捣打密实。
(13)借助吊盘砌筑,每层砖砌筑的开始位置,也是最后合门调整的位置。合门在耳轴中心线偏向15°~30°进行,合门砖采用调整砖或进行切削加工的砖。合门时要用千斤顶和大锤,用力把砖打进去,越紧越好,合门砖不能二块一起使用。
(14)砌筑出钢口部位至关重要,首先要检查砖的质量,如有损坏应予以调换。插入出钢口后必须放稳卡住,砌筑出钢口周围工作层砖必须切削加工衬砖,以防漏钢。
(15)砌炉完毕,用彩条布将炉口盖严,防止水进入炉内,8h后方可≤0°摇炉。
6、结论
炼钢工程大中型转炉砌筑技术应在充分理解掌握设计、规范等条件下,按工程总体进度要求,在满足质量、安全的情况下进行施工,施工质量必须满足现行国家标准《工业炉砌筑工程施工及验收规范》。这套完善的筑炉方案已先后在国内大中小型钢厂得到反复验证,并取得了客户的认可。
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











