

唐钢1号高炉炉缸侵蚀的监测与生产实践
发布日期: 2020-07-31 10:01:37 阅读量(514) 作者:
唐钢1号高炉于2005年由1260m3扩容到2000m3,2009年进行大修,更换炉缸炉底炭砖,并于2009年5月7日点火投产,投产后达产迅速。2011年开始炉缸2段冷却壁水温差上涨迅速,判断炉缸受到侵蚀,同时炉体7~10段铜冷却壁开始大量烧损漏水,为实现高炉生产安全、稳定、顺行,加强对炉缸侵蚀的监测,唐钢1号高炉通过建立炉缸侵蚀模型,并根据模型计算结果与实际生产状况进行对比分析,指导含钛炉料护炉等高炉生产操作及炉缸长寿工作。
一、高炉炉缸结构
唐钢1号高炉炉缸采用炭砖+陶瓷杯复合结构(如图1所示),炉底最下部86mm找平层材质为HP4XSR自流浇注料,冷却方式为水冷,炉底砌筑四层炭砖,每层砖高度400mm,材质分别为:石墨砖、半石墨砖、微孔炭砖、超微孔炭砖。炭砖与冷却壁之间有80mm碳素捣料LTGL-1。炭砖内砌筑陶瓷杯,炉底陶瓷杯垫:材质为RL70MLC;陶瓷杯壁下段:三层,材质为RL70MLC大块陶瓷杯壁制品;陶瓷杯壁上段:四层,材质为RL89MNC的大块陶瓷杯制品。与陶瓷杯垫、陶瓷杯壁相匹配部位填充的是碳素捣打料或刚玉浇注料RL85C。

图1 唐钢1号高炉炉缸结构
二、炉缸侵蚀分析
(一)炉缸侵蚀过程
唐钢1号高炉2019年5月投产后炉缸侧壁历史温度趋势如图2所示。2011年9月开始炉缸侧壁温度上涨幅度陡升,最高点已达到500℃,此时炉缸2~3段水温差达到0.6℃,热流强度最高达到7000kcal/(m2·h)。2011年10月至2012年2月期间,7.00m炉缸侧壁炭砖202º(东南)方向温度已经上涨至600℃;7.45m 炉缸侧壁炭砖 356°(西部)方向温度高达618℃,突破了之前600℃的记录。从中可判断炉缸侵蚀最严重的时期主要集中在2011~2012年,而且在采取一定措施后炉缸典型侵蚀区域东南方向从2013年9月开始温度仍波动较剧烈。
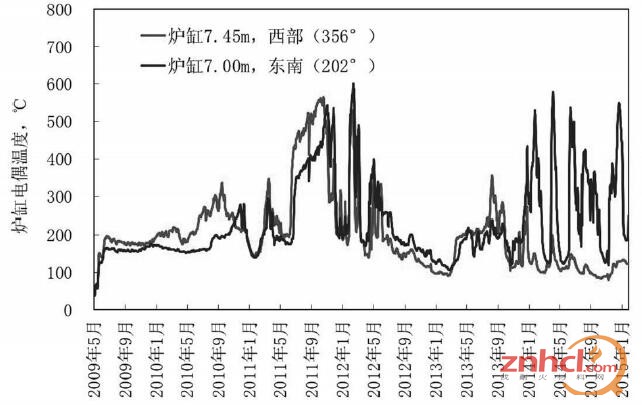
图2 唐钢1号高炉炉缸侧壁历史温度趋势
(二)炉缸侵蚀原因分析
针对唐钢1号高炉炉缸侧壁温度上升情况,分析引起炉缸侵蚀的主要原因如下:
1、冶炼强度不断提高
自2009年大修开炉后达产较快,冶炼强度持续提高。2011年6月前冶炼强度处于较低水平,炉缸温度趋于稳定。 2011年下半年高炉开始进行强化冶炼,高炉利用系数提高到2.5t/(m3·d)以上,炉缸侧壁东南方向炭砖温度明显上涨,西部、东南方向1~3段水管水温差达到0.5°C,较其它部位高0.1~0.2°C。强化冶炼过程中,铁水流速增加,对炉缸侧壁冲刷较明显,是造成东南方向炭砖温度快速上升的直接原因。
2、碱金属和锌负荷偏高
碱金属和锌对炉缸的侵蚀机理业内已有研究,这从国内许多高炉大修时对炉缸残留物化学成份分析也得到了验证。唐钢1号高炉碱金属和锌负荷计算结果如表1所示。通过分析可知,唐钢1号高炉的碱金属主要是烧结矿带入,入炉碱金属(K2O+Na2O)负荷接近4kg/t,远远高于正常碱金属3kg/t的经验水平;锌负荷达到 0.157kg/t,也高于规定正常低于0.1kg/t的水平。2010年计划检修时在炉身料面附近的炉墙上取下了部分结瘤物,经化验室化验发现含有大量的铅锌化合物。
表1 碱金属和锌负荷计算(kg/t)
三、炉缸侵蚀应对措施
(一)调整送风制度,适当降低冶炼强度针对局部侵蚀可通过堵炉缸温度高点上方的风口,有效降低该风口的冶炼强度,减少该区域铁水环流对炉缸侧壁的冲刷,有效减缓该区域的炉缸侵蚀速度。同时,下部主要采取加长侵蚀方向的风口的措施,利用休风机会逐步把7个470mm的风口加长至500mm,同时加长3个500mm的风口至520mm,保证吹透中心,活跃炉缸。
(二)加大对炉缸活跃性的监控
建立炉缸活跃性指数概念,将其作为炉缸长寿重要指标进行监控,为了有效保证炉内人员及时掌握炉缸活跃性指数变化趋势,并将炉缸活跃性指数数据放置中控室电脑“操作参数画面”进行及时监控。
炉缸活跃性指数=(6.25m温度均值×60%+5.849m温度均值×40%)/(7m内环均值+7m外环均值+7.45m内环均值×60%+ 7.45m外环均值×40%+7.9m内环均值+7.9m外环均值)。
(三)加强铜冷却壁维护
在不休风的情况下,可采用压力表观察法判断漏水区域及漏水冷却壁的水管号,通过关闭该冷却壁水管的进出水节门,观察该冷却壁出水管上的压力变化情况。当压力表指针不动或升高时,表明这根冷却壁水管未破损。当压力表显示有压力下降现象时,表明这根冷却壁水管漏水。
找到漏水水管后要进一步缩小漏水范围,确认漏水点位置,通常采用由低到高,分层查找的方式。锁定漏水冷却壁水管后,从上至下倒通工业水,同时将冷却水水压调小,减少向炉内漏水。为了保证冷却强度,可采取炉皮外喷水的方式进行辅助冷却。
当以上措施均无法有效解决漏水问题时,可利用休风机会进行冷却壁水管勾管,并在破损严重的位置安装冷却柱来增加薄弱部位的冷却强度,保证安全生产的顺利进行。
四、结语
出现侵蚀时加强对炉缸的监测,建立炉缸侵蚀模型对高炉生产操作有较强的指导作用。当炉缸局部温度升高,侵蚀加剧时,堵该区域风口降低局部冶炼强度,可有效减缓该区域炉缸侵蚀。
加强冷却壁水管维护,合理分配炉缸、炉底冷却水量保证炉缸侧壁冷却强度,有利于炉缸长寿。
改善原燃料质量,控制入炉碱负荷和Zn含量,可有效降低炉缸侵蚀的催化速度。钛矿护炉宜在早日进行,可控制钛负荷在10kg/t的低位,形成平衡状态。当炉缸侵蚀加剧时再提高到15kg/t以上,并与冷却制度和热制度行配合,效果会更明显。
作者:刘洪新, 胡长庆 尤新东

相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











