

玻璃熔窑大碹木碹胎的制作与安装介绍
发布日期: 2020-07-08 10:36:01 阅读量(437) 作者:大碹质量是影响玻璃熔窑寿命的关键因素之一,木碹胎是决定大碹砌筑质量的核心部件。目前,国内玻璃熔窑施工单位水平参差不齐,许多单位对大碹木碹胎的制作与安装过程认识不足,不注意细节,结果造成大碹砌筑质量差,影响了熔窑寿命,更有单位还出现了在大碹砌筑过程中碹胎垮塌造成人员伤亡的安全事故。
本文较详细地阐述了大碹木碹胎的制作与安装过程以及注意事项。
1、碹胎设计
1.1 确认大碹结构
施工单位在接到大碹设计图纸后需要准确确认大碹结构
(1) 确认大碹的跨度、中心角度、拱高;
(2) 注意大碹的碹脚砖形式,是否带护脚(见图1和图2) ;
(3) 计算大碹整体重量;
(4) 计算碹胎所承受的荷载,包括材料、工具、砌体的重量以及工人在上面操作等;
(5) 计算大碹跨度到池底铺面砖的高度。
图 1 无护脚砖碹脚砖形式

图 2 带护脚砖碹脚形式
1.2 碹胎结构设计
碹胎是由有三合板、碹顶木条、碹胎骨架、硬砖、方木、圆木等几个部分构成(见图3),其中碹胎骨架又分为下弦板、上弦弧形板、支撑腹板、联结板(见图4) 。碹胎骨架按照大碹跨度、中心角、拱高尺寸制作,但需扣除三合板的厚度和木条厚度。使用硬砖主要考虑拆除碹胎方便。碹胎设计时,要考虑常用木材规格和参考以往熔窑施工时常用安装尺寸,本着节约的原则,选择符合《木结构工程施工质量验收规范》中承重结构选材标准,不低于III等材的木材规格。
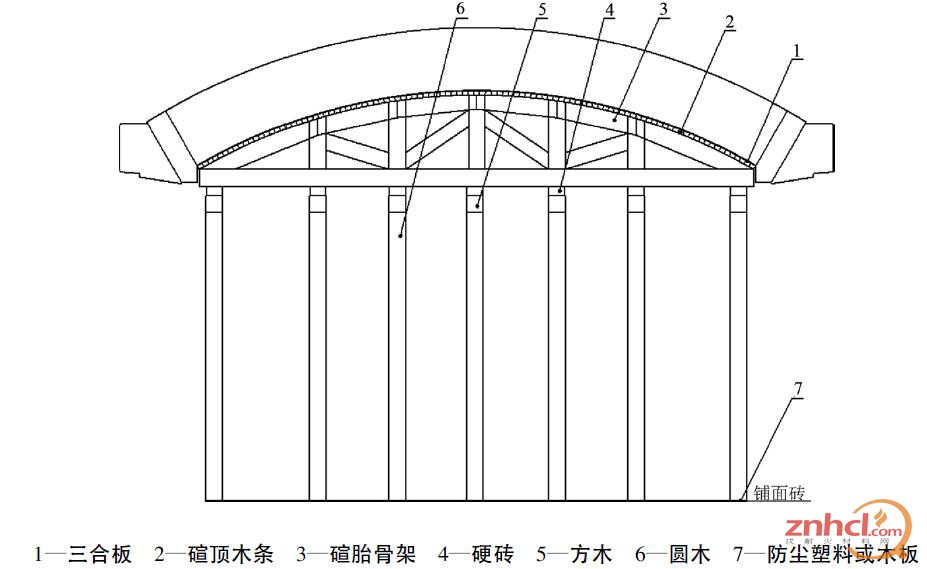
图 3 碹胎结构图

图 4 碹胎骨架图
1.3碹胎常用木材规格
(1) 圆木规格Φ100 ~Φ150 mm;
(2) 方木规格( 100~150) mm×( 100~150) mm,长度由熔窑长度决定,通常为4 000 mm 或 6 000 mm;
(3) 碹胎骨架木板规格 50~60 mm厚,宽度 150~400 mm,长度由碹胎骨架下弦板及上弦弧形板决定,通常为 4000 mm或6000 mm;
(4) 碹顶木条规格30 mm厚,宽度40~50 mm,长度由熔窑长度,决定通常为 4000 mm 或 6 000 mm。
1.4 碹胎常用安装尺寸
(1) 碹胎骨架间距400~550 mm;
(2) 碹胎骨架支撑板间距900~1 300 mm;
(3) 圆木熔窑纵向间距500~800 mm,横向间距900~1300 mm。
2、木材采购与放样制作
2.1 木材采购
(1) 选择干燥、不易变形的木材,防止在使用过程中收缩或变形;
(2) 选择无裂纹、无结疤的木材,防止在碹胎使用过程中出现安全隐患;
(3) 所有采购的板条规格可稍大一些,在制作现场用双面压刨进行细加工;
(4) 冷修改造使用旧木材的,要选择无损坏、无裂纹、干燥并符合碹胎设计方案的木材。
2.2 放样制作
碹胎的放样制作主要是碹胎骨架的放样制作。选择一块平坦的水泥地面或者钢平台,按照大碹跨度、中心角、拱高、半径尺寸,利用划规按 1 :1 的比例在地面或平台上画出大碹的内弧实样,然后把所放实样沿垂直中心线向下平移碹顶木条加三合板厚度的距离(见图 5) 。将用来制作碹胎骨架的木板按放样尺寸和形状排放、链接、加固。排放过程中,要根据支撑腹板的间距合理切割上弦弧形板的长度。在制作过程中尽量避免出现尖角,做成平角。如果熔窑碹跨过大,可将骨架分两半对称制作,然后用大木板将两个碹胎支撑用大尺寸铁钉双面固定。

图 5 放样图
碹胎骨架制作完成后,应检查碹中心,偏差不得大于2 mm,并用弧度板检查碹的弧度情况,如有误差,需用手提木工刨进行修整。
3、现场安装
3.1 碹胎安装
大碹碹胎由于跨度大、拱高高,为了便于运输、吊装,一般采用现场临时组装的方式。碹胎安装前,碹脚砖、碹脚护脚( 如果存在) 、碹脚钢、碹脚顶杆、碹顶拉梁均应安装完毕,以确保碹胎位置的合理性以及砌筑大碹时的安全性。碹胎的安装主要有以下步骤:
(1) 用防尘塑料或木板将池底铺面砖盖住,防止泥料、灰尘掉进铺面砖间隙。
(2) 在熔窑熔化部纵向中心,画出明显标志线。
(3) 在熔窑纵向前后将碹胎骨架支撑腹板的中心位置画出明显标志线。
(4) 沿前后标志线拉线,开始安装圆木。安装时须注意:
a安装圆木位置的铺面砖必须平整;
b圆木两端头必须平整;
c圆木沿熔窑横向方向其间距中心必须与碹胎骨架支撑腹板中心重合;
d圆木沿熔窑横向、纵向每行、每列呈直线;
e圆木沿熔窑横向和纵向方向,在圆木下段用加固筋条采用横向、十字交叉的方法将圆木连接起来,形成一个整体,不晃动(如图6);
f圆木沿熔窑横向加固筋端头顶到池壁;
g所有安装好的圆木上表面在一个水平面上;
h所有安装好的圆木无晃动、无倾斜;
i圆木上端须给方木、圆木的连接板留出足够的空间;
j圆木长度不够时,可在底部用硬砖码垛矗立,并用木楔调整圆木的受力面;

图 6 圆木安装方式
(5) 安装方木。安装时须注意:
a方木跟每根圆木必须面面完全接触;
b方木纵向中心须与圆木纵向中心、碹胎骨架支撑腹板中心重合;
c方木两端顶紧前后山墙;
d方木与方木连接处可在除上表面以外的其他 3 面设置连接板;
e订立方木与圆木之间的连接板时,在方木侧面对称订立。
(6) 根据碹胎骨架间距在方木上摆放硬砖,硬砖整体受力在方木上。
(7) 安装碹胎骨架。安装时须注意:
a碹胎骨架吊装前要检查其完好程度和受潮程度,如有受损或受潮严重则不能使用;
b碹胎骨架吊装时一定注意保护,防止磕碰撞坏;
c按照设计间距将骨架下弦板矗立在硬砖上;
d安装好的碹胎骨架中心与熔窑纵向中心线重合;
e安装碹胎骨架时用木条将其连接成整体;
f订完木条后须检验碹胎骨架是否垂直。
(8) 订立碹顶木条。订立碹顶木条时要注意间距,木条不够长时,在接头处可错开订立,同时钉子应整体没入木条以内。
(9) 订立三合板。安装三合板时不能有凸起,不能有损坏,保持弧面平滑。三合板之间可留出10~20 mm间距。
3.2 碹胎校正和验证
碹胎的校正是在订立碹顶木条之后,碹胎的验证是在三合板安装之后。碹胎校正前要确保同一侧的碹脚砖(碹脚护脚) 斜面平整且碹脚砖(碹脚护脚) 与碹砖重合的内弧边在一条直线上。
3.2.1 碹胎校正
(1) 碹胎中心校正。订完碹顶木条之后,所有碹胎骨架成为了一个整体,要调整碹胎的位置,确保碹胎整体的中心与熔窑纵向中心线重合。
(2) 碹胎高度校正。
a调整碹胎两端高度。在大碹两侧的碹脚砖(碹脚护脚) 斜面沿熔窑纵向画出通长定位线,定位线距离碹脚(碹脚护脚) 内弧处高度正常以标砖230 mm为高度。校正时,在碹脚(碹脚护脚) 斜面放多块等长的标砖,用同一块砖紧靠碹脚(碹脚护脚) 斜面和碹顶木条,通过行车或者手动倒链提升碹胎,当所有标砖上端与定位线、标砖下端与碹顶木条、碹脚(碹脚护脚) 内弧处均重合时,在碹胎骨架支撑腹板下的标砖上订入木楔,确保整个碹胎两端的碹顶木条到定位线的距离为230 mm。
b调整碹胎中间高度。沿熔窑纵向中心拉一根长线,通过手动倒链调整碹胎,并在碹胎骨架支撑腹板下的标砖上订入木楔,确保整个碹胎中心到线的距离相同。
c调整碹胎其他支撑点的高度。经过上两步调整之后整个碹胎两端和中间的高度都已经确定,之后须检查每个碹胎支撑腹板下的受力点,用木楔保证每个点都受力。
(3) 碹胎弧度校正。用弧度板检测订完木条后碹胎的弧度,如发现有凸起,需用电刨沿弧度修整,如果有个别木条凹陷则进行更换或重新订立,以确保整个弧面的光滑度。之后用皮尺在每段碹的前中后位置选择3~4个点测量其弧度是否一样。
3.2.2 碹胎验证
三合板安装完成后用皮尺沿三合板测量碹脚(碹脚护脚)之间的弧度,每段碹须在前中后位置分别测量,验证实际弧度与理论弧度是否吻合。
4、砌筑检查与碹胎拆除
4.1 砌筑检查
砌筑大碹时要派专人对木楔、圆木等下部结构进行检查,要严厉禁止工人抽烟或者使用明火设备,防止碹胎晃动导致的施工误差和安全事故。
(1) 碹胎两侧要同时同步砌筑,防止木模出现侧向位移。
(2) 吊装过程中,放砖一定要平稳,防止出现碹胎晃动。
(3) 砌筑过程中如发现碹砖偏斜,则弧面不平整,要及时调整木楔。
(4) 随时检查圆木垂直情况,硬砖垫稳情况,木楔松动情况。
4.2 碹胎拆除
大碹砌筑完以后,必须立刻紧碹脚顶杆直至将碹砖与碹胎脱离,跨度较大时也需确保碹胎不受力。同时检查碹顶拉杆或者调节装置是否拉紧,吊挂大碹结构的要确保吊挂装置安装完毕。待具备拆除碹胎条件后,开始拆除碹胎。
拆除碹胎时,先拆除碹胎骨架与硬砖之间的木楔,让整个碹胎下落,同时检查碹砖是否出现下沉、变形和局部下陷等现象,确认无问题之后,逐步拆除硬砖、三合板、碹顶木条。三合板由于是一次性使用,可不考虑重复使用。待木条剩最后几根时逐步将碹胎骨架放倒拿出窑外,最后取出方木、圆木。
5、结束语
木碹胎的制作与安装是一个系统工程,从设计、采购、制作、安装、检查、拆除,每个环节都对玻璃熔窑大碹的砌筑质量、安全、进度产生影响。因此,所有玻璃熔窑施工单位在木碹胎的制作与安装过程中都应牢牢把握技术细节,确保木碹胎的制作质量和安全安装,为玻璃熔窑碹的砌筑质量和砌筑安全保驾护航。
作者:张勤学,姚 璐,伍照兵,刘 春

相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











