

降低电炉冶炼电耗的工艺研究与实践
发布日期: 2020-07-08 09:35:34 阅读量(367) 作者:
1影响电炉冶炼电耗的主要因素
1.1 入炉钢铁料结构比例对冶炼周期、废钢熔化速度和钢水升温有相当的影响。
1.2 由于新职工多,操作技畿隧位标准掌握不成熟,且操作工与新的设备之间处于磨合调整阶段,工艺操作不稳定。
1.3电炉的自动供电和喷吹曲线还不能完全满足工艺要求,在投产后需与生产实际相结合。
2降低电炉冶炼电耗所采取的措施
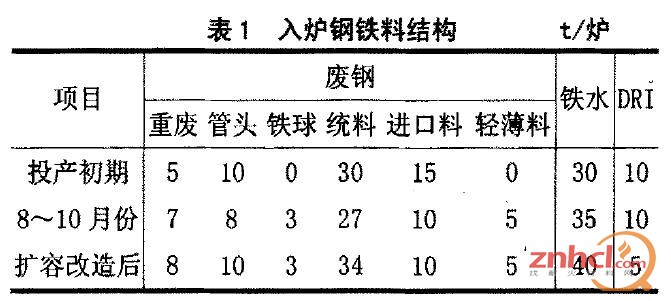
2.1优化入炉钢铁料结构
结合废钢铁料的条件及铁水情况,通过对入炉钢铁料结构的优化(见表1),不仅可以满足冶炼周期和降电耗的需要,而且还达到了提离钢铁料收得率的作用。
2.2稳定工艺操作
2.2.1 90t电炉的炉料结构、供电功率都与150t电炉有较大区别,其冶炼熔化度快、升温快。针对于90t电炉的特点,为避免造成后期钢水出现高温、磷含量高、碳含量低的难处理现象,在冶炼工艺上采取前期大渣量操作,熔清取样前,放渣后再减少造渣料的加入量。这样既不影响电炉的冶炼节奏,又利于前期低温脱磷,避免后期难处理,造成钢水过氧化。
2.2.2坚持留钢留渣操作,留钢量控制在10~15t,以利于每一炉冶炼时废钢熔化快速形成熔池。
2.2.3选择恰当的取样时机。取样的早晚会影响电炉的冶炼周期和钢水的氧化程度,同样影响冶炼电耗。一般在电耗18000~20000kWh的时候取样,此时的试样具有代表性,又不会影响生产。
2.2.4根据炉况适时手动调整供电和喷吹曲线。
2.3优化供电曲线
第二炼钢厂在试生产前三个月内应用热试时的供电曲线EP—HotmetalCharge(见图1、2),但是,由于电炉在应用初期外方考虑到电炉所用的变压器为旧变压器,所以没有运用高级数。

图1供电曲线EP—HotmetalCharge的能量输入与供电级数关系

图2 供电曲线EP—HotmetalCharge的工作点与电流的关系
由于供电曲线与电极调节系统共同组合运用恒电流控制方式,从图1、2中可以看到:工作点21、22、23、24对应抽头位置为20、27、27、26,且在TDR(电极调节系统)中对应的工作点设定的电极电流为50.21kA、57.22kA、58.23kA、58.24kA,通过变压器的功率曲线查到冶炼时对应点的输出有功功率分别是40Mw、59Mw、60MW、58MW。可见电炉冶炼是在比较低的功率下运行,这对缩短冶炼周期和降低电耗来说很不合适,必须设定一条能够满足电炉生产高效低耗的供电曲线。
通过在现有工艺条件下摸索组态了一条新的供电曲线EP-AYilotmetal(见图3、4)。运用没有用过的工作点101、102、103、104,对应的抽头位置20、29、29、25,设定的电流为59.01 kA、55.02kA、60.03 kA、60.04kA,这样冶炼时变压器对应点输出有功功率分别为:44Mw、62Mw、65Mw、56Mw。

图3供电曲线EP-AYHotmetal的能量输入与供电级数关系

图4供电曲线EP-AYHotmetal的工作点与电流的关系
新的供电曲线EP-AYHotmetal经过一段时间的运行,在变压器可以承受的同时,满足了缩短冶炼周期、降低冶炼电耗的需要。
2.4优化KT喷吹曲线
电炉调试完成后,KT喷吹曲线只是满足正常冶炼要求。但随着生产节奏的加快,面临的缩短冶炼周期、降低冶炼电耗等问题也较为突出。电炉缩短冶炼周期、降低冶炼电耗,不仅仅和供电相关,根据能量平衡原理,也跟供氧流量和供氧时间紧密相关。简单说,合理的供氧量、供氧时间对电炉的冶炼周期和冶炼电耗有着很大的影响。
第二炼钢厂在试生产的前三个多月里运用的KT喷吹曲线为1BucketMixMeltLow,见图5。在冶炼的看期冶炼喷吹鼙爻1500Nm3/h,它与试生产初期较慢的冶炼节奏比较匹配,但随着生产节奏的加快,该曲线已不能满足生产的要求。通过多次的手动供氧秘工艺试验砖,重新组态了一条自动喷吹曲线1BucketMixMeltHi曲,见图6。在电耗达到鞠60kwh/t钢水后随后的几个步骤全部调整到1700Nm3/h,大大增大了供氧量。为了更好地适应快节奏的生产,重新调整了KT氧枪在手动情况下设增加了操作工根据冶炼要求的自主选择性。定值,见图7,使1号枪最大可以用到2200 Nm3/h,

图5 1BucketMixMeltLow KT喷吹曲线设定值

图6 自动喷吹曲线1BucketMixMel tHigh设定值

图7 KT氧枪手动操作设定值
3结论
公司在面临市场竞争更趋激烈的严峻形势下,必须加大对成本费用控制力度,才能实现利润最大化的目标。但技术开发费用却不能低于往年水平,按照“专、精、特、新”的产品定位,加大以13Cr为代表的油井管、T91为代表的高压锅炉管的开发力度,加快特殊扣开发合作的步伐,用高端产品占领市场的制高点,形成精品名牌优势,加大新产品的研发力度,实现石油套管品种、规格和钢级的全面化、系列化。不断培育核心技术,形成具有自主知识产权的TP系列产品,实物质量达到世界先进水平。满足用户对产品多样化、高档化等多层次的需求,扩大所占市场份额,为公司创造更多的经济效益。

作者:王学义 李博
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











