

提高电弧炉炉衬寿命的六个有效措施
发布日期: 2019-05-10 09:24:44 阅读量(444) 作者:刘梓明
电弧炉各部位耐火材料因工作条件不同,损毁主要原因也不相同。渣线部位由于长时间经受高温钢液、炉渣的浸泡、冲刷,受到炉渣的物理渗透和化学侵蚀非常严重。炉墙各部分温度分布极不均匀,2#“热点”区域除承受高温、熔渣和钢液的侵蚀、装废钢时的机械冲击磨损外,还受到电极弧光的高温辐射,工作环境极为恶劣,侵蚀速度快,在该区域的渣线附近损毁更为严重,炉役后期易出现炉墙“红热”和穿漏现象,造成被动停炉。炉盖承受高温弧光的辐射和熔渣侵蚀导致损毁。炉底损毁的主要原因是高温钢液、熔渣的化学侵蚀和装料时的机械冲击。
1、提高电弧炉炉衬寿命的措施
1)设计改进
(1)电极孔中心位置生产实践中我们发现:2#电极侧炉墙消耗明显比1#、3#电极侧炉墙偏快。根据多次炉役终期残砖测量,2#电极侧炉墙渣线砖残存20~50mm时,1#、3#电极侧炉墙渣线砖残存尚有180~220mm。根据此种情况,我们向电极预制块厂家提出改进要求:将1#、2#、3#电极孔中心整体向1#、3#侧偏移50mm(如图1)。经过使用验DOI:10.16410/j.issn1000-8365.2018.05.022Vol.39No.05May.2018铸造技术FOUNDRYTECHNOLOGY·1033·证,炉墙侵蚀速度基本达到同步,因2#电极侧炉墙侵蚀过快降低炉龄现象得到彻底解决。
(2)炉顶电极预制块厚度在使用炉顶电极预制块的过程中,当边缘厚度由400mm消耗到300mm时,出现电极圆孔边缘与预制块边缘最短距离处裂纹(如图1所示裂纹位置),并逐渐出现裂纹处开口及上下错位现象。在随后的使用过程中,开口处火焰外溢严重,消耗明显加快。当预制块边缘最薄厚度消耗到180~220mm时,由于存在电极孔侵蚀扩大严重,出现裂纹延展而坍塌的风险,被迫进行更换。考虑到预制块残存厚度过大,以及裂纹处开口错位造成的电极孔侵蚀扩展严重等问题,我们与供货厂家再次联系,要求将预制块的制作厚度整体减少50mm。经生产中使用,当预制块边缘最薄厚度消耗到100mm时,尚未出现开口错位状裂纹,电极孔侵蚀速度也明显降低,最终平均使用寿命由92炉提高到115炉,炉顶预制块单重由4.88t减少到3.91t,减重0.97t。吨钢液消耗由9.65元/t减少到6.77元/t。由于开口错位状裂纹造成的电极卡头烘烤及热量损失得到控制。
(3)出钢口袖砖改进前,出钢口袖砖组合尺寸如图2,由下到上尺寸分别为:150mm×5mm+60mm×1mm。在出钢口使用过程中,上部60mm袖砖随炉底打结料的冲刷、侵蚀很快脱落,150mm袖砖也在炉龄达到22炉左右时出现脱落现象,当顶层150mm袖砖脱落时,钢液对出钢口周边耐火材料及剩余部分的袖砖冲刷明显加速,出钢口堵塞难度加大,在炉龄达到30~32炉左右时被迫进行更换。在炉龄达到70炉以上时,需要两次更换出钢口,吨钢消耗显著增加。经过分析,我们将出钢口上层袖砖组合尺寸进行了改进,尺寸变更为:150mm×3mm+180mm×2mm。加长到180mm的袖砖牢固性明显增加,同时有效地减少了钢液对出钢口周边耐火材料的冲刷。改进后袖砖整体使用寿命提高到43~50炉,稳定实现一个炉役只更换一次出钢口的目标。
2)综合砌筑
(1)炉墙砌筑根据炉墙各部位的损毁速度、机理,并结合企业实际使用情况,在渣线及2#电极“热点”区域使用不同品位的镁碳砖,实现损毁同步,进一步提高炉墙寿命。渣线部位选用的镁碳砖以高纯致密电熔镁砂(MgO≥97%)和鳞片状石墨(C≥96%)为主要原料,树脂作结合剂,具有全碳基质特征,抗氧化性和抗渣性很高。其各项指标见表1。
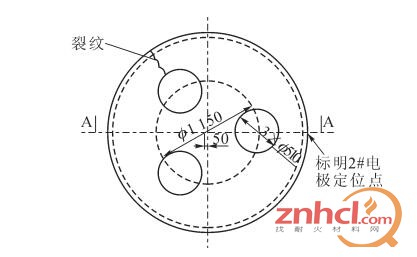
图1改进后电极孔中心位置及预制块裂纹示意图

图2出钢口袖砖原始设计图

图3出钢口袖砖改进设计图
表1渣线用镁碳砖指标

表 2 2# 电极“热点”区域用镁碳砖指标

表 3 干式捣打料的理化性能指标

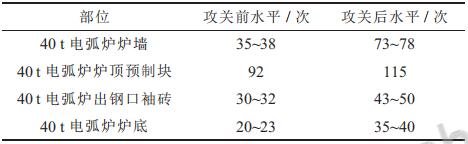
表 4 电弧炉耐火材料使用次数对比
2# 电极“热点”区域选用的镁碳砖以高纯镁砂(MgO≥98%)和鳞片状石墨(C≥96%)为主要原料,添加抗氧化剂等,以树脂作结合剂,具有热稳定性
好、高 温 强 度 高 的 特 征,抗 氧 化 性、抗 渣 性 非 常 突出。 其各项指标见表 2。
(2)炉底打 结 炉 底 部 位 使 用 的 镁 质 干 式 捣打料,以高铁高钙合成镁砂及电熔镁砂作骨料,以电熔镁砂作细粉,不加任何结合剂。 其理化性能指标见表 3。
在炉体打结料使用初期,炉底打结层为 800 mm。在随后的使用过程中,出现由于大块料冲击,烧结层局部先行破损,从而造成整块分层脱落现象。后来我们将炉底打结层加厚到 1 000 mm,并对单块入炉料重进行了严格限制。 每个炉役的炉底打结次数由 3次减少到 1 次。
3)优化操作
(1)减少热停工频次,增加炉体连用炉次。
(2)炉体停用4h以后,才允许渣坑打水进行热渣清理。
(3)炉体停用后,及时将炉门口、出钢口进行严密遮挡,防止由于风冷造成炉体温度骤降。
(4)炉体冷却后及时对出渣口、炉墙渣线(特别2#渣线)进行修补。
(5)禁止在炉墙温度大于300℃时将炉盖旋出进行强制冷却。
(6)禁止将200kg以上重料装入料斗直接入炉,以免砸坏炉底打结料层。
2、实际效果
通过采取以上措施,间歇式生产的40t电弧炉耐火材料寿命得到提高(见表4),明显解决了炉顶电极预制块、出钢口袖砖、炉底寿命偏低,与炉墙使用周期不匹配问题,经济效益显著。
加耐火材料行业(耐火材料、耐火原材料、钢铁、玻璃、水泥、矿热炉等行业)微信交流群请加小编微信15003876613(找耐火材料网-采购),请注明“公司+工作”。
如有电弧炉用镁质干式捣打料、镁碳砖、袖砖、耐火预制炉顶等产品的采购、施工、技术、推广等需求,可联系找耐火材料网采购15003876613(微信同号)与我们取得联系。,为您推荐目前国内优质的耐火材料生产企业,快速有效的促成双方订单匹配。
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











