

铝电解槽用粗缝糊应该这样捣打
发布日期: 2019-02-15 09:46:55 阅读量(756) 作者:张红阴极炭块组之间的垂直缝和阴极周围的缝隙在断面尺寸上相差很大,且两处的生产条件也不同,所以采用不同配合比的粗缝糊,分别对两处进行捣打。周围缝又分为两段先后进行。
A、制备粗缝糊
两种不同牌号的粗缝糊,应分别堆放,并按技术条件进行试验,以确定其压缩比,该比值一般不得小于40%。
在捣打前3h,将炭糊打开装包后,用风镐等方法破碎成拳头以下大小(约为100mm)的糊块,用行车装入2000L混捏锅内(每次加入量为1500kg),按图1所示的加热曲线进行加热和搅拌。约2.5h糊温达到90〜110℃时,即可出锅倒人糊箱内,用汽车运至电解车间使用。糊的加热必须和现场使用密切配合,以免造成质量事故和报废糊料。
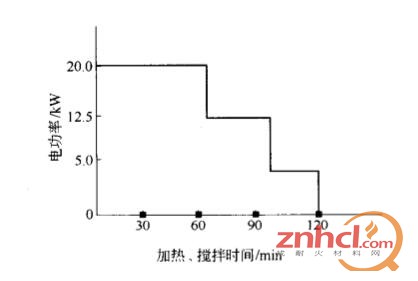
图1 2000L混捏锅加热曲线
B、清扫和加热槽体
侧部炭块砌筑完成后,对槽内进行彻底淸扫,用钢丝刷将阴极炭块表面和侧面的泥浆和浇注料等杂物除掉,再使用吸尘器对槽内进行淸扫。将立缝加热片组(每片4.5kW,每槽内为炭块数+1片)安放在每条立缝中和两个端侧面上,并用配电盘连接。同时,把煤焦油和刮板、立缝挡板等需要加热的材料、用具搁在槽内,盖上保温帆布。调好自动给电定时器,一般加热10h,炭块表面温度即可达到70〜100℃,开盖清扫,测量并记录温度值。
立缝扎好拆除挡板后,清扫周围糊的半边(以端侧中央为界),用轻油加热器加热待扎周围糊,使其表面温度达90〜110℃,约需15〜30min。后半边周围缝的加热与上相同。
C、安装垂直缝挡板及固定炭块组
槽体加热完毕,再将垂直缝内的杂物吸净,安装垂直缝挡板可用侧部浇注料或侧部砌体作支撑,用两个木楔反方向打紧,以顶住垂直缝挡板。垂直缝挡板与立缝糊接触面应用电焊打成麻面,使得拆除挡板后的立缝端面为麻面,便于和周围糊的连接。
固定炭块组,如槽四周墙都为浇注料,即可固定好。如槽四周为干砌的砖砌体,则应在每条垂直处放两个木楔塞紧,两端侧用千斤顶顶紧,长侧利用垂直缝挡板顶紧,这几个方向的力,可保证砖块在扎固时不位移。
D、喷涂煤焦油层
与粗缝糊接触的炭块,砖砌体和浇注料等表面加热好后,用自制的专用喷壶均匀的喷涂一层热煤焦油,煤焦油可用轻油加热器加热,其厚度不得大于1mm。一台槽可根据捣打立缝糊,半边周围糊和另半边周围糊分3次喷涂。
E、捣打垂直缝
根据槽子的大小来确定扎固人员的小组数和捣固枪使用的把数,每个小组一般为5人,2把捣固枪(2人捣固,2人扒料,1人送糊),工作量为4~5条缝的位置,这样一台槽扎固的人数和使用的捣固枪数量就确定下来了。启动两台6m3的空压机试打捣固枪,槽边各组送糊手分别从3台保温箱内向各组供糊。
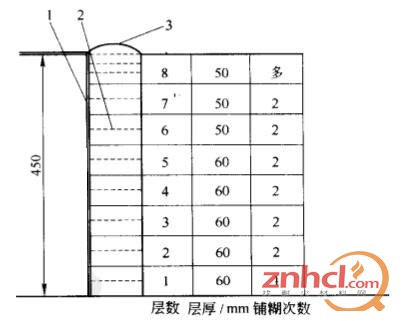
图2 垂直缝分层示意图
1-炭块组;2-垂直缝捣打分层;3-缝帽
垂直捣打分8层进行,如图2所示。第1层为一次捣打完,即铺糊120mm,捣打成60mm厚的糊层。从第2层至第7层,每层分两次捣打、即毎次铺糊厚为60mm,捣打完后为30mm厚的糊层,第8层为多次铺糊,边加料边捣打,为了防止打破炭块的棱角,自第7展起采用铝制导轨导向捣打。第8层捣至与炭块表面齐平时,将条形锤头换为平板锤头捣打光滑的“缝帽”,缝帽高度不得超过5mm。
为避免炭块组在施工时产生位移,各条垂直缝的第1层至第4层应同步进行捣打,即每条缝打完一层移至另一条缝打这一层,这样交替打完4层,为使各糊层间接合良好,防止生产时铝液的渗透,从第5层开始在一条缝上一直打完8层后再移至下一条缝,每次打至缝端时,注意将锤头稍倾斜后再竖直打几下,使其饱满密实。修整缝帽两侧的毛边并用手锤压光,使表面平整光沽,无麻面。
立缝扎完后拆除一侧垂直缝挡板,铲除糊内的凸凹部分,测量扎固后整个槽底炭块的全长并记录其数值。每层在下料时,利用刮板将糊均匀地刮入缝内,并用样板检查、刮平,每锤在捣固时,捣锤移动的速度为10mm,打两个往返(打至中央二人搭接捣固应大于100mm)即可。空压机的风压不低于0.65MPa。
F、捣打周围缝
用样板在侧部炭块上划出周围糊高度线,450mm高的阴极炭块四周可分7层捣打,如图3所示。如长侧有浇注料浇注到230mm高处,可减掉下面的3层,分4层捣打。

图3 周围缝分层示意图
1-侧部炭块;2-侧部砖砌体;3-阴极炭块组;4-周围缝捣打分层
周围缝使用的糊料较多,据测算:一座电解槽的需要量可达5~6t。为了减少加热设备数量,缩短各层作业的间隔时间,合理组织施工,确保工程质量,宜采取以槽体纵向中心线为界,分向左右两段进行捣打的方法。
捣打时,每层先用平锤将糊料压平,再用方锤捣实,压边锤压边,最后用带爪钉的锤头将糊层表面打毛,待打下—层的顺序操作,表面层打光后再不用爪锤打毛在每层铺糊前,应用轻油加热器将糊表面加热烘烤。左右两段糊展的接缝应呈45°斜坡。
捣打周围糊根据枪的数量和耗气量,其风压不低于0.65MPa。捣打时,应严格控制每层铺糊的厚度,并用样板检查、刮平。捣固机锤头每次移动的距离一般为:第1层至第2层20mm/次;其他各层10mm/次。捣固时应特别注意阴极棒周围及各接缝处的捣打质量。各捣固车接头处的糊层均要相互搭接100mm。
相关阅读
免责声明:
本站部分文章来源于互联网,编辑转载目的在于传递更多信息,并不代表本网赞同其观点核对其真实性负责。
如涉及作品内容、版权和其他问题请书面发函至本公司,我们将在第一时间处理。











